- بند 10-4-4-1 مبحث دهم مقررات ملی بیان می کند:
برش، مونتاژ، جوشکاری و متصل کردن قطعات به یکدیگر باید در کارخانه سرپوشیده و مجهز ساخت اسکلت های فولادی توسط استادکاران و کارگران ماهر و زیر نظر متخصص فن انجام گردد.
- بند 10-4-4-4مبحث دهم مقررات ملی ساختمان
جوشکاری باید طبق نقشه ها و مدارک فنی، توسط جوشکاران ماهر ارزیابی شده انجام گردد و چنانچه مهندس ناظر لازم بداند باید جوشکاران دارای گواهینامه جوشکاری از وزارت تعاون، کار و رفاه اجتماعی یا مراجع ذیصلاح دیگر بوده و یا قبل از انجام کار توسط مهندس ناظر آزمایش لازم از آنها به عمل آید .
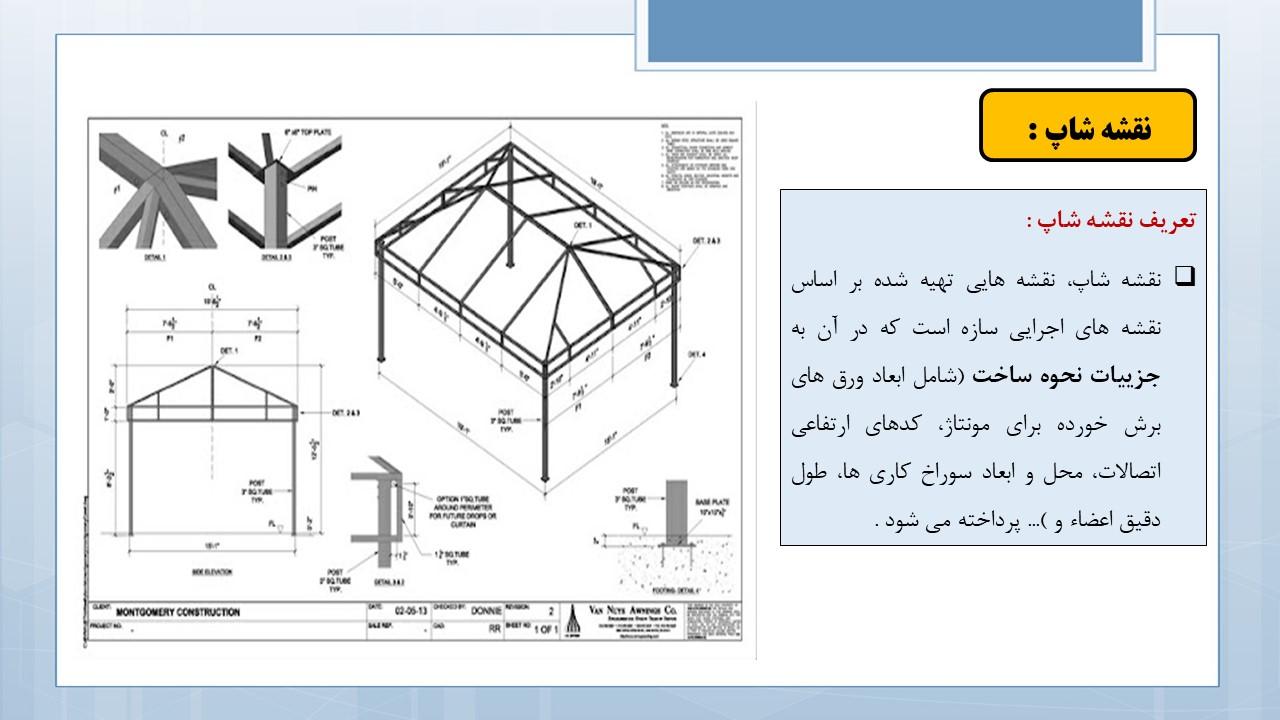
نقشه شاپ، نقشه هایی تهیه شده بر اساس نقشه های اجرایی سازه است که در آن به جزییات نحوه ساخت (شامل ابعاد ورق های برش خورده برای مونتاژ، کدهای ارتفاعی اتصالات، محل و ابعاد سوراخ کاری ها، طول دقیق اعضاء و )... پرداخته می شود .
- مسئولیت پیمانکار در نقشه شاپ طبق بند 1-4-4-1 مبحث دهم مقررات ملی ساختمان:
پیمانکار موظف است بر اساس نقشه های محاسباتی ابتدا نقشه های اجرایی (نقشه شاپ) را تهیه و به تصویب طراح سازه برساند. کنترل مهندس طراح در حد انطباق با نقشه های محاسباتی و مشخصات فنی بوده و مسئولیت هندسه برش ها و قطعات بر عهده سازنده اسکلت است .
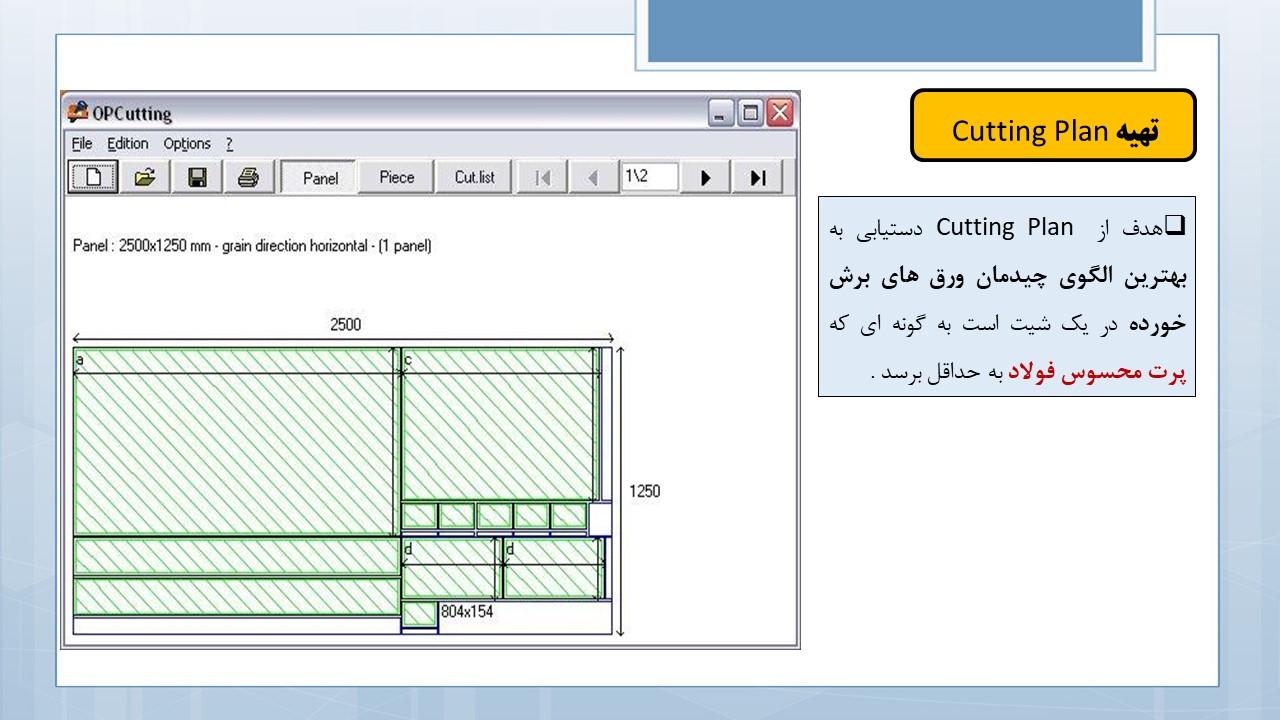
هدف از Cutting Plan دستیابی به بهترین الگوی چیدمان ورق های برش خورده در یک شیت است به گونه ای که پرت محسوس فولاد به حداقل برسد .
به ساخت و اتصال اجزاء یک عضو و اتصال آنها به یکدیگر به منظور ساخت عضو اصلی، تسمه سازی گفته می شود .از آنجایی که ورق بصورت رول برش نخورده و یا اغلب به طول 6 متری برش خورده در بازار موجود می باشد و از طرفی اکثر دستگاه های برش گیوتین قابلیت برش ورق تا طول حداکثر 6 متر را دارا می باشند، جهت ساخت اعضای سازه نظیر ستون ها و یا حتی شاهتیرها که دارای طول بیش از 6 متر می باشند ، تسمه سازی امری اجتناب ناپذیر می باشد.
- برشکاری طبق بند 10-4-4-2 مبحث دهم مقررات ملی ساختمان:
برش ورق هایی که در ساختن قطعات فولادی مصرف می گردد ، باید توسط دستگاه برش شعله ریلی انجام گیرد. برای ورق ها با ضخامت مساوی یا کمتر از 12 میلی متر، برش توسط دستگاه گیوتین مجاز می باشد. در این حالت لبه ها باید کاملاً یکنواخت و خالی از ناهمواری های بیش از 3 میلی متر باشد. ناهمواری و زخم های بیش از 3 میلی متر را باید با سنگ زدن و در صورت لزوم تعمیرکاری توسط جوش، هموار کرد .
عملیات پیشگرم عبارتست از حرارت دادن قطعه به منظور بالا بردن دمای قطعه قبل از عملیات جوشکاری . به معنای دیگر قطعات را قبل از جوشکاری تا درجه حرارت معینی حرارت می دهند و بلافاصله بعد از رسیدن قطعه کار به آن درجه حرارت ، جوشکاری را آغاز می کنیم. به طور کلی به هر عملیاتی که پس از جوشکاری به منظور بهبود خواص جوش صورت پذیرد پس گرمی گویند .
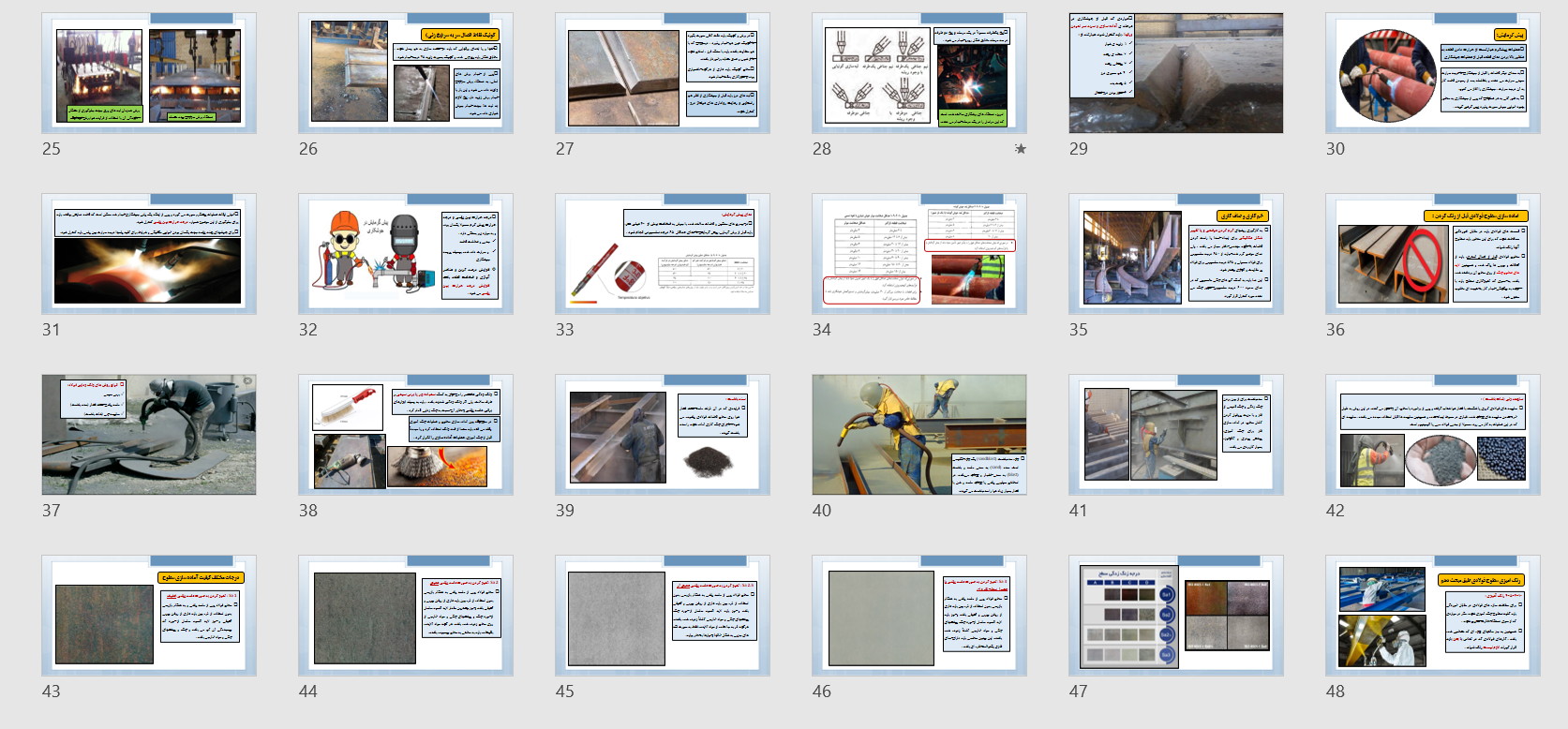
- اماده سازی سطوح فولادی قبل از رنگ کردن :
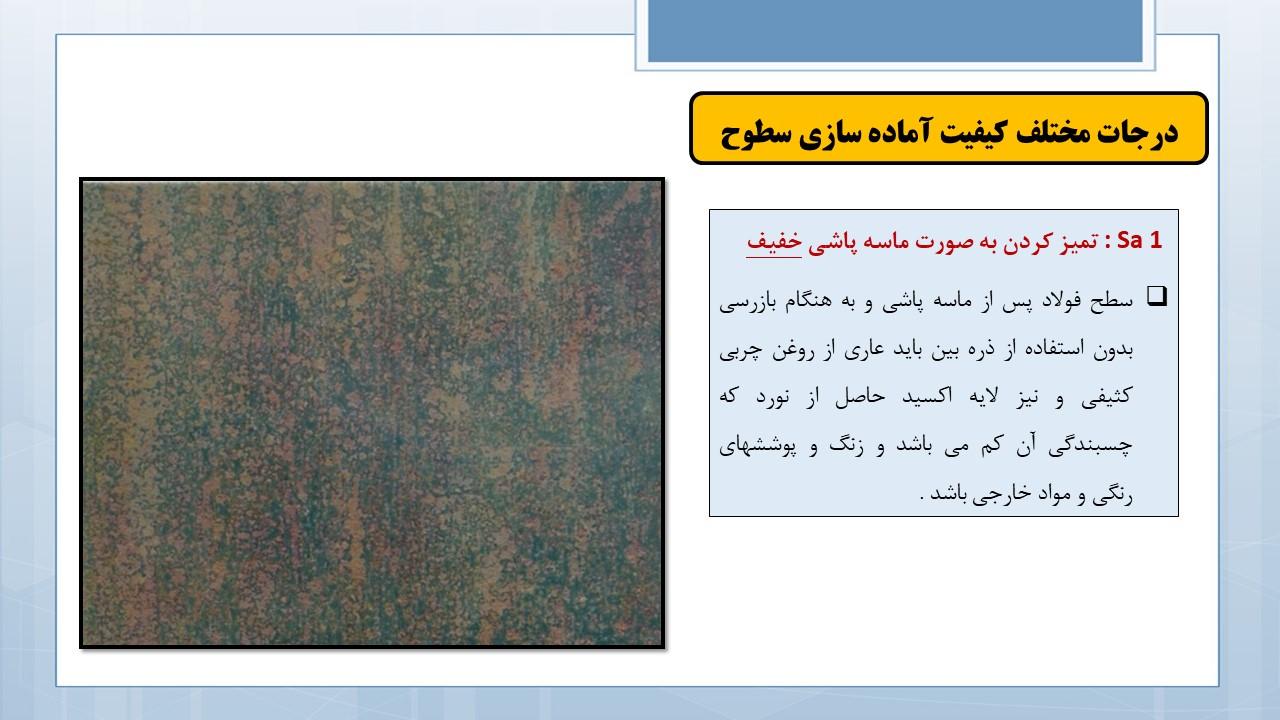
قسمت های فولادی باید در مقابل خوردگی محافظت شوند که برای این منظور باید سطوح آنها رنگ شوند. سطوح فولادی قبل از اعمال آستری، باید از کثافات و چربی ها پاک شده و همچنین لایه های ضخیم زنگ از روی سطح آن برداشته شده باشد. به نحوی که تمیزکاری سطح باید با توجه به چگونگی انجام کار به نتیجه ای مطلوب منتهی شود .
انواع روش های زنگ زدایی فولاد:
- برس سیمی
- ماسه پاشی تحت فشار (سند بلاست)
- ساچمه زنی (شات بلاست)
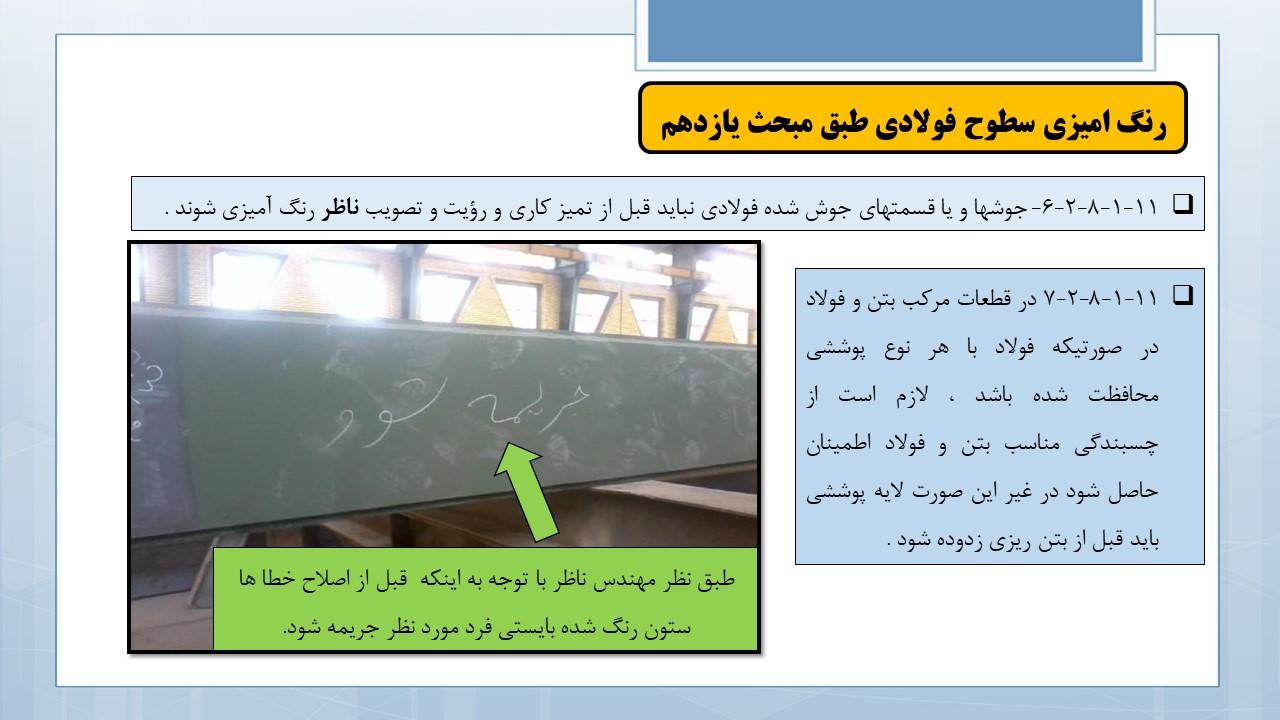
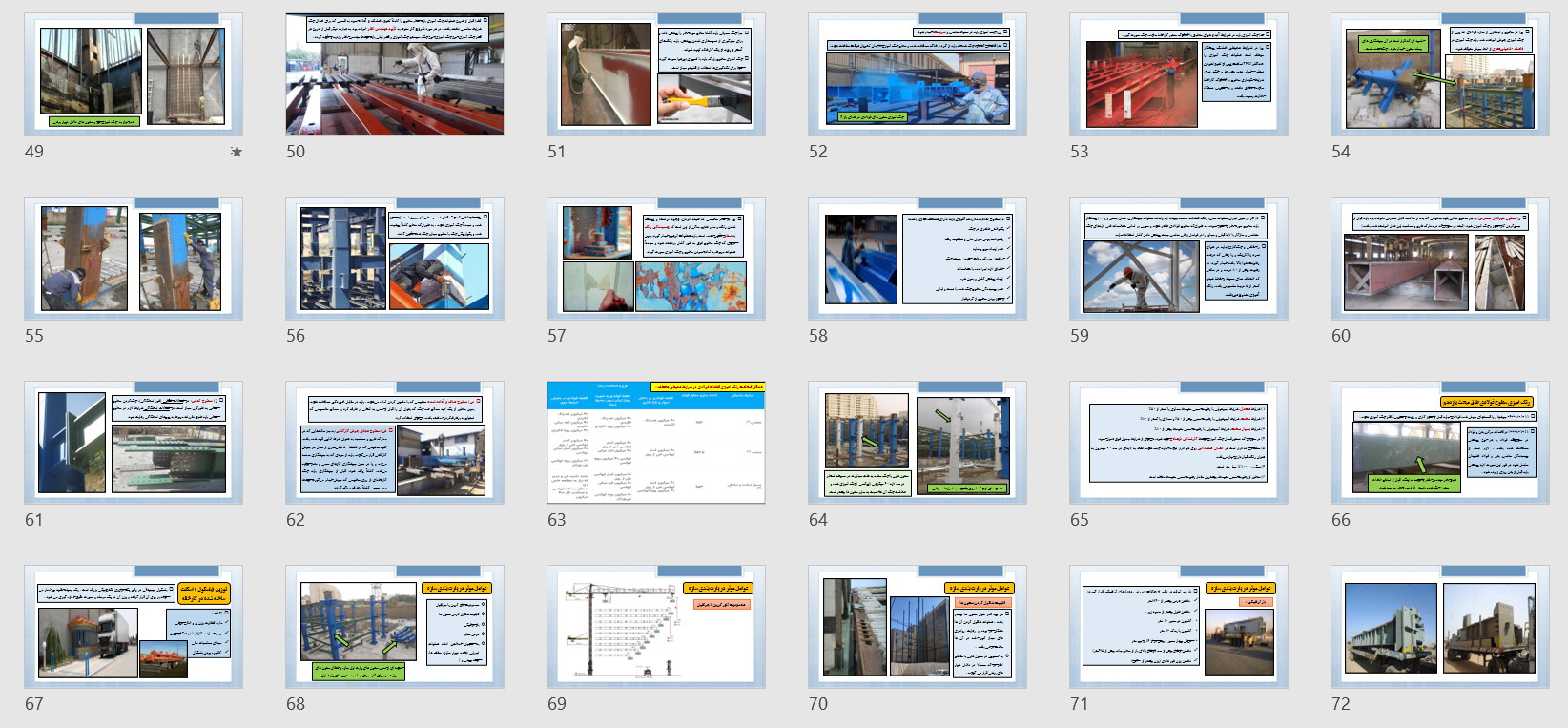
رنگ امیزی سطوح فولادی طبق مبحث دهم بند ۴-۵-۴-۱۰ رنگ آمیزی :
برای حفاظت سازه های فولادی در مقابل خوردگی باید کلیه سطوح رنگ آمیزی شوند، مگر در مواردی که از سوی دستگاه نظارت تصریح شوند . همچنین به جز حالتهای ویژه ای که مشخص شده باشد ، کارهای فولادی که در تماس با بتن باید قرار گیرند لازم نیست رنگ شوند .
- سطوح تمام شده رنگ آمیزی باید دارای مشخصات زیر باشد:
- یکنواختی ظاهری در رنگ
- یکنواخت بودن میزان ماتی و شفافیت رنگ
- عدم ایجاد موج و سایه
- نداشتن چروک و پخش نشدن پوسته رنگ
- انطباق لایه اجرا شده با مشخصات
- ایجاد پوشش کامل و بدون شره
- عدم چسبندگی سطوح رنگ شده با دست و لباس
- و تمیز بودن سطوح از گردوغبار
-عوامل موثر در پارت بندی سازه :
- محدودیت تاور کرین یا جرثقیل
- قابلیت شاقول کردن ستون ها
- بار ترافیکی
- عرض معابر
- به تعجیل انداختن ادامه عملیات اجرایی (مانند دیوار حایل، سقف ها، تیغه چینی و )
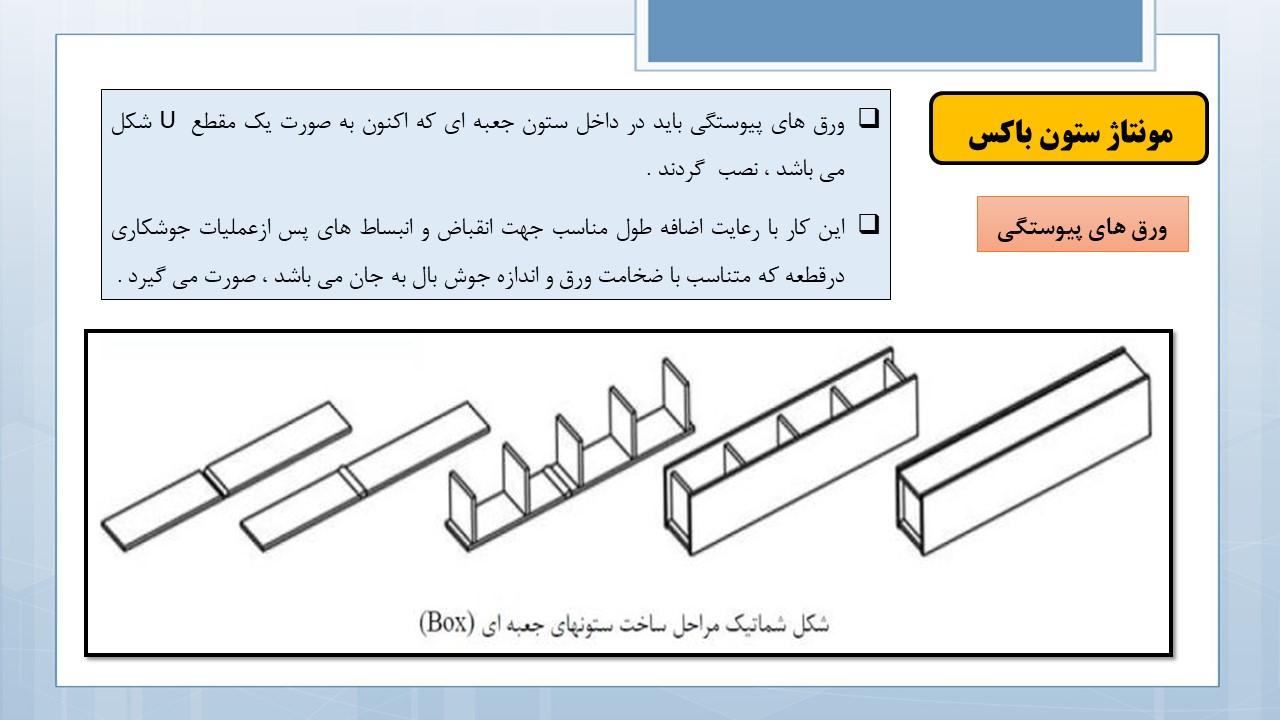
-مونتاژ ستون باکس :
- ساخت قسمت U شکل باکس و استفاده از استیفنرها
- بستن وجه چهارم
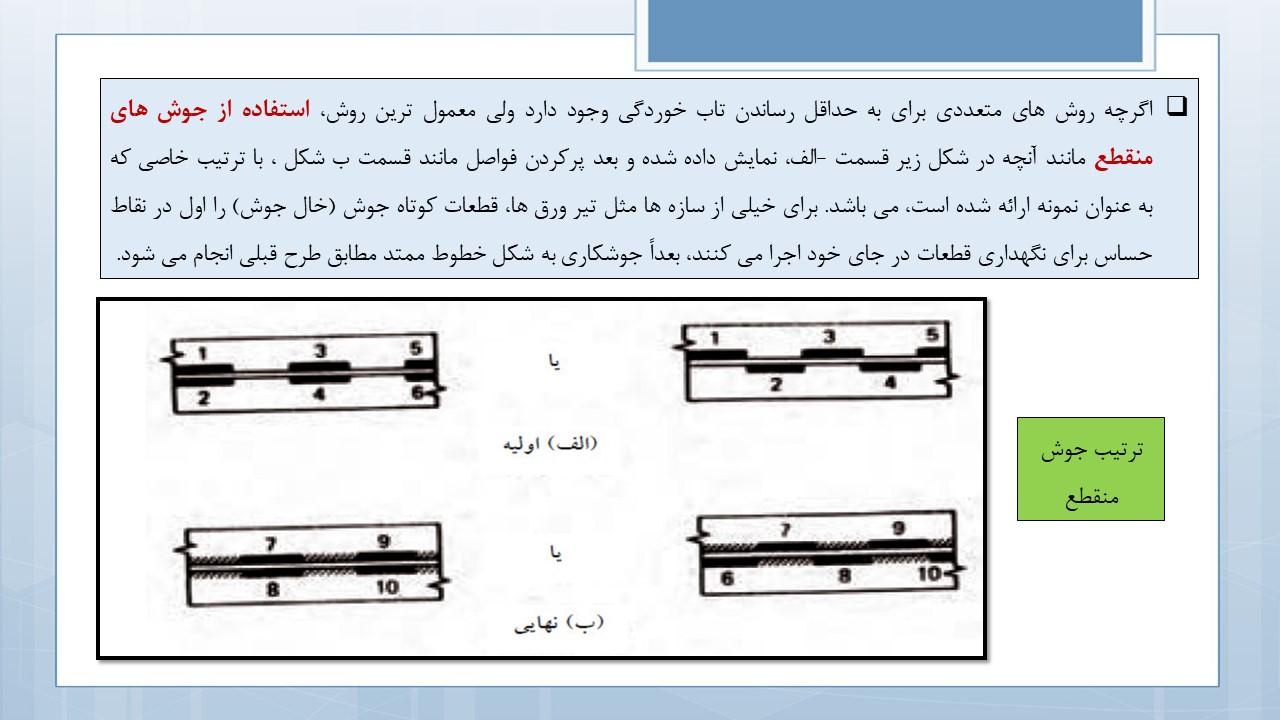
- نحوه عملیات جوشکاری برای به حداقل رساندن تغییرشکل ها
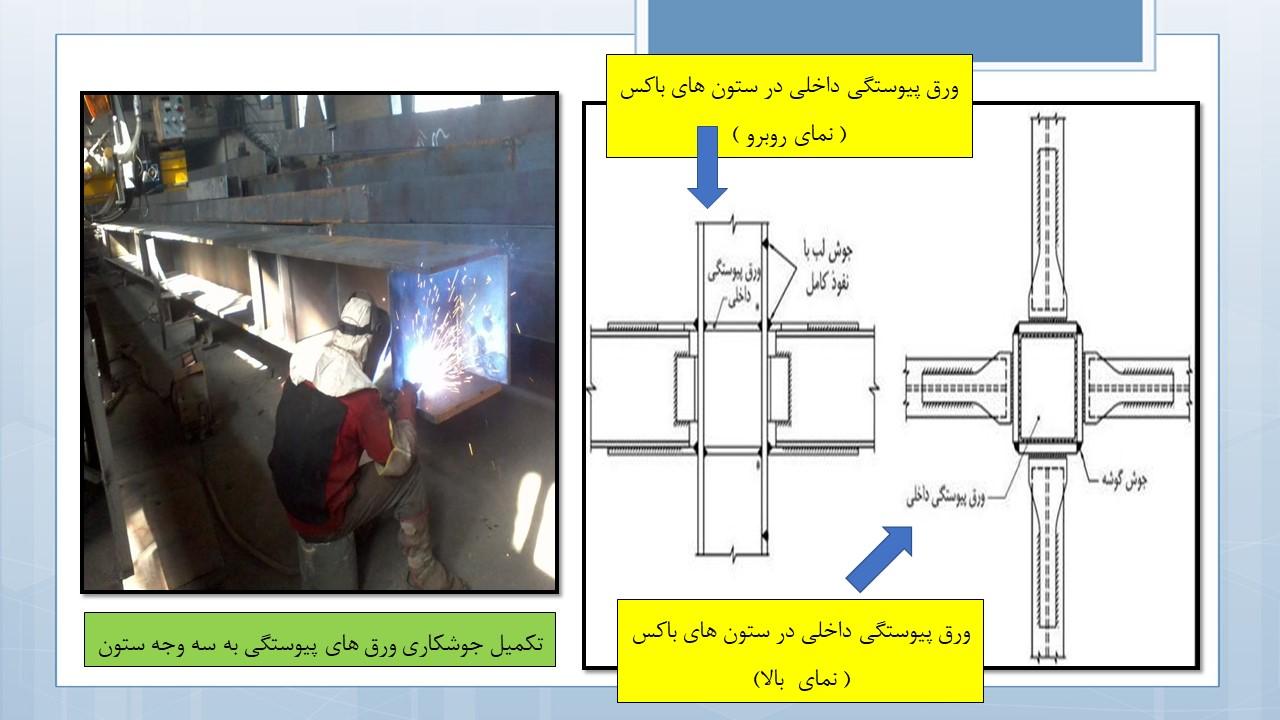
- ورق های پیوستگی
- انواع مقطع باکس ستون
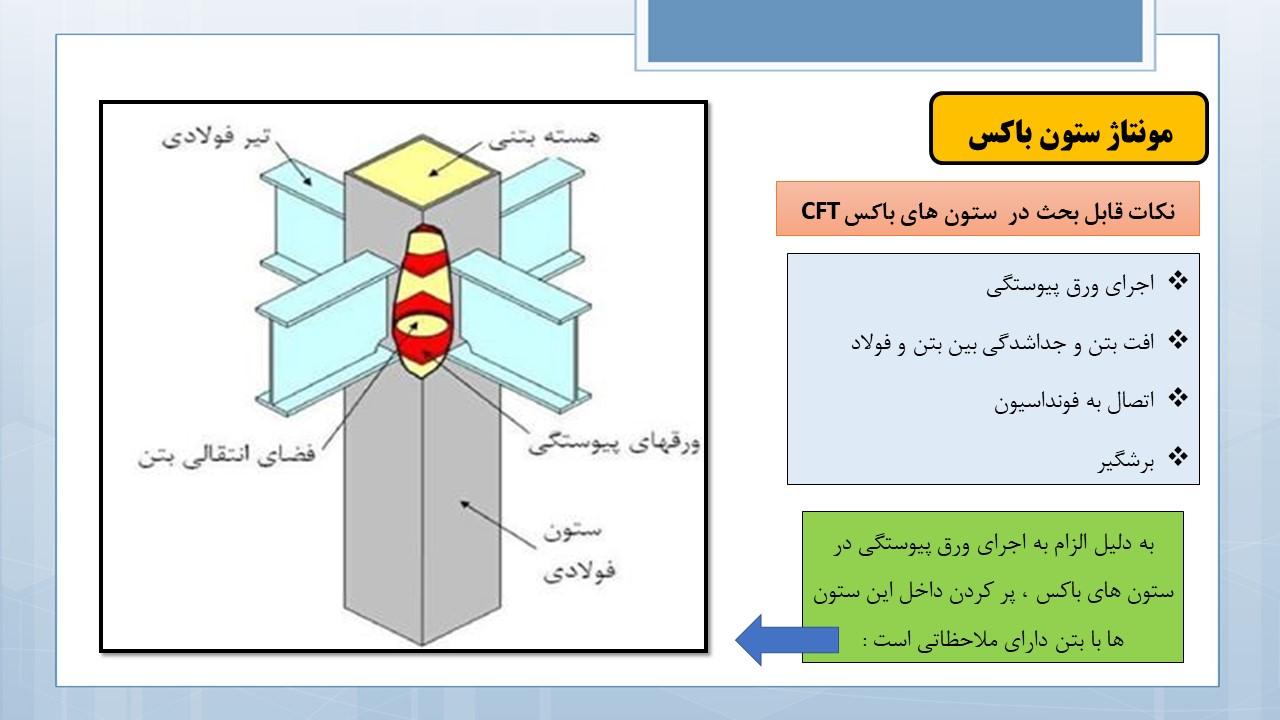
- ستون های باکس CFT
- تبدیل باکس ساخته شده از ورق با قوطی موجود در بازار
ساخت قسمت U شکل باکس و استفاده از استیفنرها :
- فاصله استیفنرها
- گونیا بودن سه ورق بال و جان
- عدم قرارگیری خط جوش نفوذی بال و جان در تسمه سازی در یک مقطع
بستن وجه چهارم :
- لزوم کنترل ناظر در حالت U شکل باکس قبل از شروع به اجرای وجه چهارم
- کنترل جوش ها
- کنترل ورق های پیوستگی در صورت وجود
- کنترل میزان استیفنرهای داخل ستون
- کنترل عدم جایگذاری مصالح پرکننده
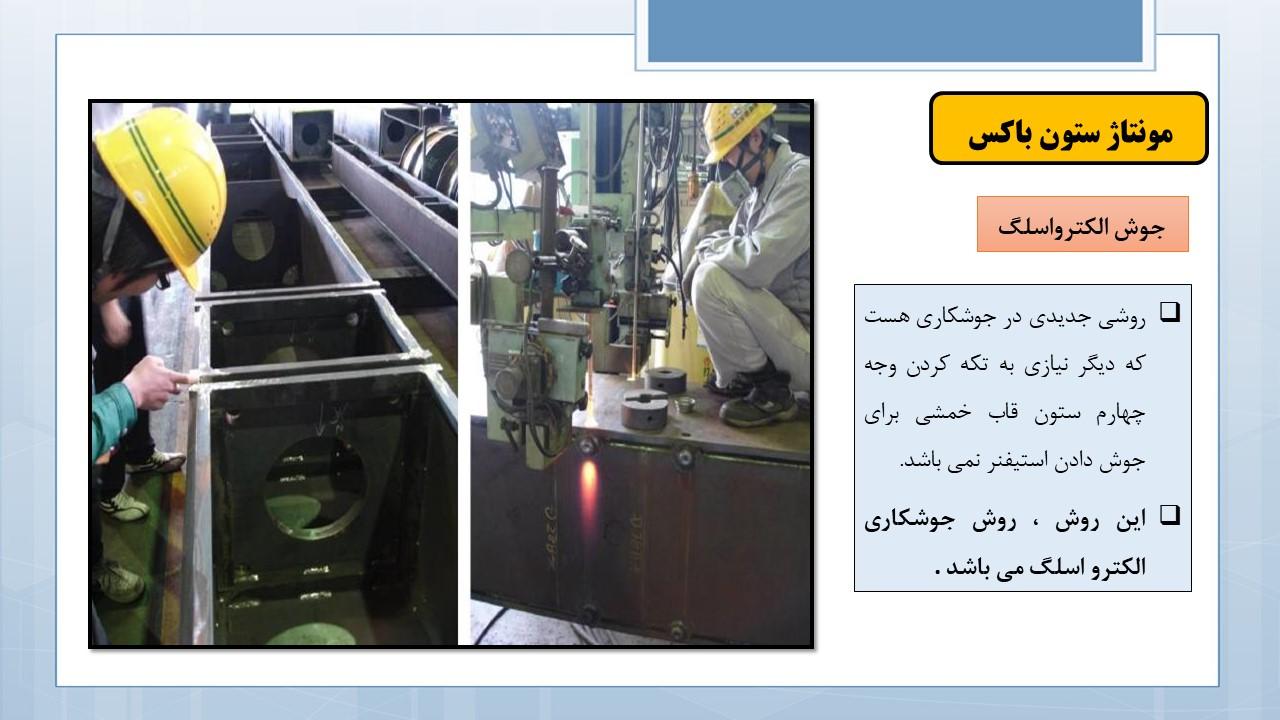
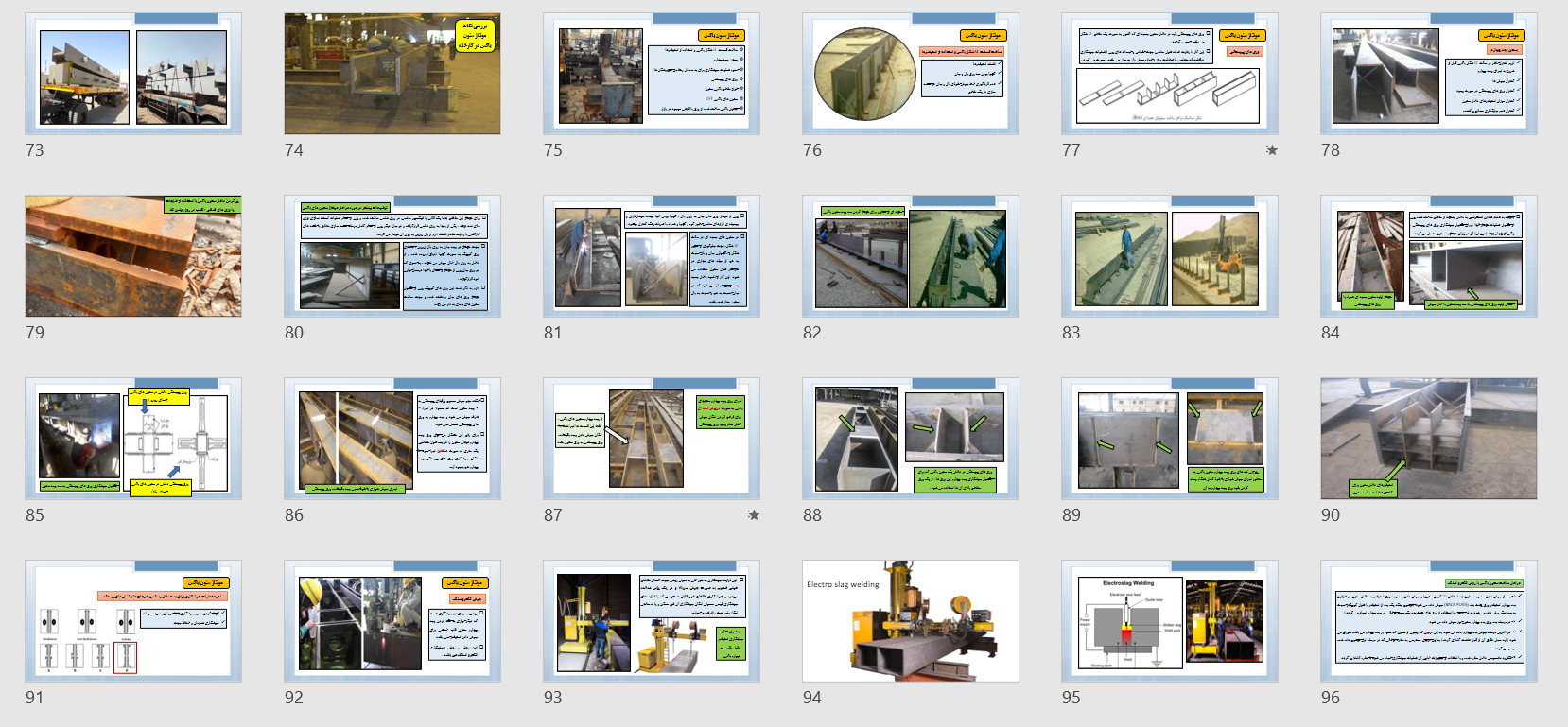
جوش الکترواسلگ :
روشی جدیدی در جوشکاری هست که دیگر نیازی به تکه کردن وجه چهارم ستون قاب خمشی برای جوش دادن استیفنر نمی باشد. این روش ، روش جوشکاری الکترو اسلگ می باشد . این فرآیند جوشکاری به طور کلی به عنوان روشی جهت اتصال مقاطع خیلی ضخیم به صورت جوش سربالا و در یک پاس شناخته میشود و جوشکاری مقاطع غیر قابل دسترسی که با فرآیندهای جوشکاری قوسی معمولی امکان جوشکاری آن غیر ممکن و یا به سختی امکانپذیر است را فراهم مینماید.
این حروف مخفف سه کلمه Concrete Filled Tube می باشد که به معنی “مقاطع پر شده از بتن” است. ستون هـای مختلط ترکیبـی است از بتـن و فـولاد کـه مجموعـه ای از مزایـای ستون هـای بتـن آرمــه وستون هـای فولادی را دارد.
پر کـردن داخـل ستون با بتن ، نه تنها موجب افزایش ظــرفیت باربــری مقطع فـولادی می شود بلکه موجب افزایش مقاومت ستون در برابر حریق می گردد. از نظر شکل پذیری و ظرفیت پیچشی، مقاطع تو خالی پر شده با بتن بهترین رفتار را در مقایسه با سایر انواع دیگر ستونهای مختلط دارند. بتن توسط مقطع فولادی احاطه شده و حتی در لحظه رسیدن به مقاومت نهائی نیز بتن دچار گسیختگی کامل نمی شود.
روش سنتی اجرای کف ستون:
- نصب کف ستون در زمان اجرای پی
- اتصال ستون به کف ستون در کارگاه
روش صنعتی اجرای کف ستون :
- اتصال ستون به کف ستون در کارخانه
- یش بینی نصب ستون و کف ستون بر روی پی در زمان اجرای پی
برای دیدن لیست کامل مطالب داخل این پاورپوینت قسمت "اطلاعات بیشتر" را ملاحظه نمائید.
منبع اولیه : فایلی مربوط به دوره ارتقاء پایه دو به یک نظارت از سازمان نظام مهندسی مشهد ، نوشته دکتر ایمان شکیباپور










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}