لیست مطالب داخل این پاورپوینت:
بخش اول : تعاریف کلی
- تعریف جوشکاری
- انواع روشهای جوشکاری
- افراد مسئول در قبال کیفیت جوش
- نقش بازرسی جوش
- خصوصیات بازرس جوش
- انواع سیستمهای بازرسی
- آزمونهای مخرب DT
- آزمونهای غیر مخرب NDT :
- تفاوت های DT و NDT
- درصد انجام آزمایشات غیر مخرب
- روشهای متداول NDT
بخش دوم : بازرسی چشمی VT ( Visual Test )
- معرفی روش
- وسایل بازرسی چشمی
- گیج های بازرسی
- در بازرسی چشمی باید به 3 جنبه کلی توجه شود
- مراحل انجام بازرسی چشمی
- برخی از عیوب جوش که با بازرسی چشمی قابل تشخیص میباشند
- مزایای بازرسی چشمی
- محدودیت های بازرسی چشمی
بخش سوم : بازرسی مایعات نافذ PT ( Penetrant Test )
- معرفی روش
- مراحل انجام PT
- تصاویر
- مزایا
- محدودیت ها
بخش چهارم : بازرسی ذرات مغناطیسی MT ( Magnetic Test )
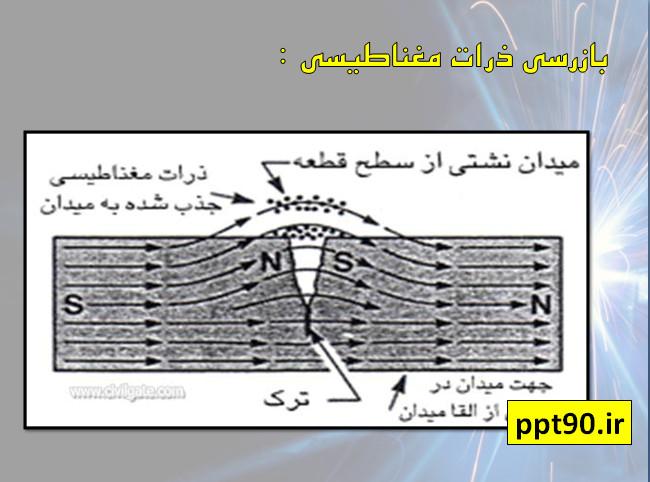
- معرفی روش
- تصاویر
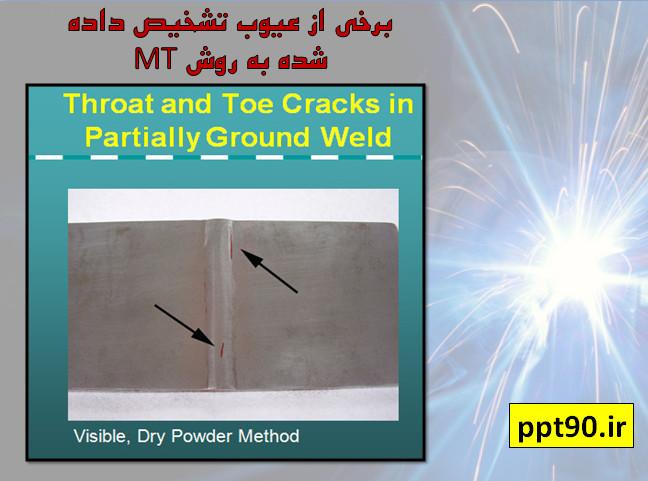
- برخی از عیوب تشخیص داده شده با MT
- مزایا
- محدودیت ها
بخش پنجم : بازرسی ماوراء صوت UT( Ultrasonic Test )
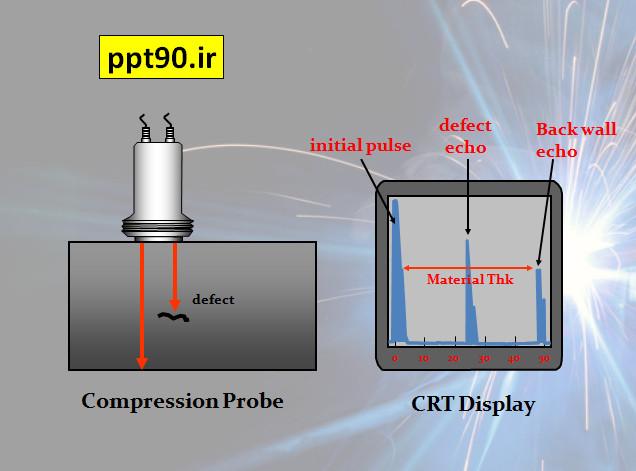
- معرفی روش
- تجهیزات آزمایش UT
- تصاویر
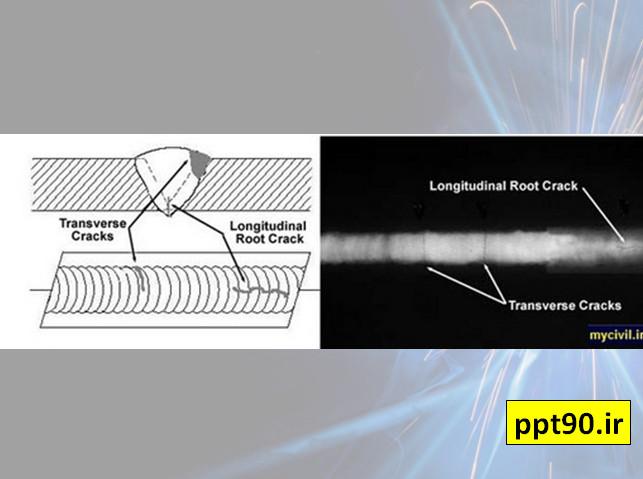
- الگوهای به دست آمده از عیوب جوش در روش فراصوتی UT
- مزایا
- محدودیت ها
بخش ششم : بازرسی رادیو گرافی RT( Radiographic Test )
- معرفی روش
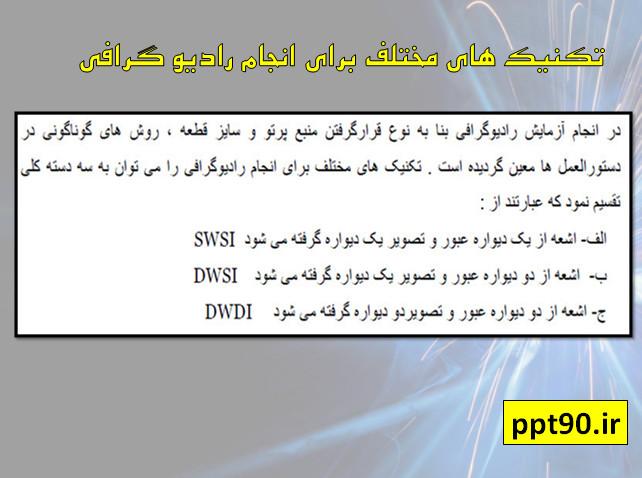
- تکنیک های مختلف برای انجام رادیو گرافی
- اصول روش رادیو گرافی
- تصاویری از عیوب جوش با رادیو گرافی
- مزایا
- محدودیتها
بخش هفتم : تست جوشکار
- ارزیابی جوشکار
- سطوح مهارتی گواهینامه جوشکار
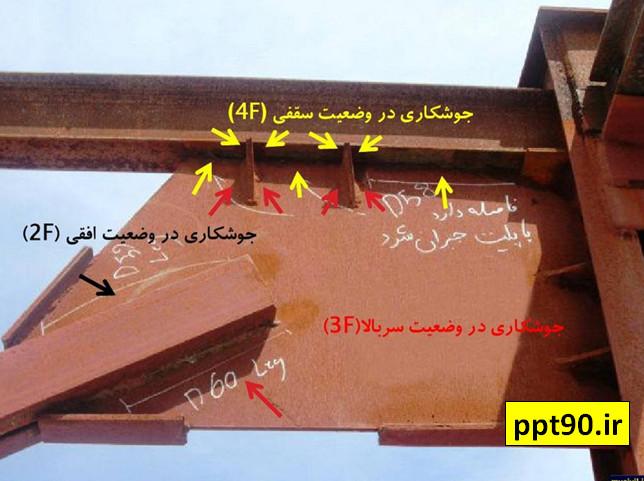
- وضعیت های مختلف جوشکاری
- نحوه تست جوشکاری در وضعیت های سربالا وسقفی
- نحوه تایید صلاحیت جوشکاریا WPS
- منابع
لیست مطالب داخل پاورپوینت کمکی با 58 اسلاید :
- مقدمه
- تاریخچه
- لزوم تست جوش
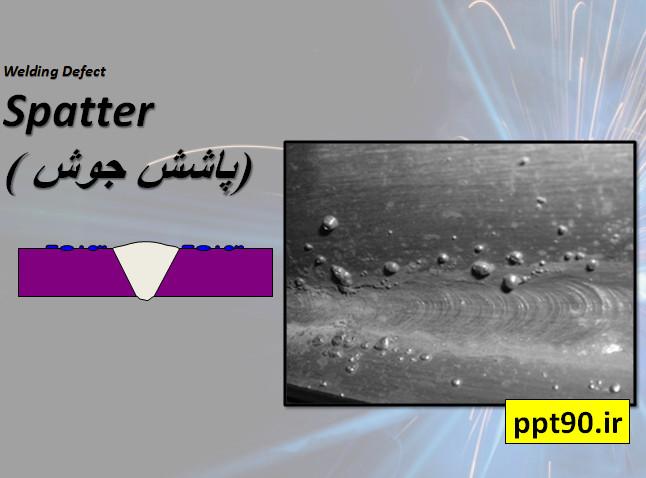
- انواع عیوب در جوش ها
- ازمایش های ارزیابی
- ارزیابی جوشکار
- بازرسی چشمی Visualin Spection
- آزمایش های غیر مخرب
- بازرسی با مایع نافذ Liquid Penetration Test
- مراحل انجام آزمایش مایع نافذ
- شماتیک عملکرد مایع نافذ
- انواع مایع نافذ
- انواع مواد ظهور
- مزایا
- محدودیت ها
- آزمایش ذرات مغناطیسی Magnetic particle test
- مکانیزم عملکرد ذرات مغناطیس
- روشهای ایجاد میدان مغناطیسی
- ذرات مغناطیسی
- آزمایش ماوراء صوت Ultrasonic Test
- آزمون پرتو نگاری
- مزایا
- محدودیت ها
- منابع و ماخذ
نمونه ای ازمطالب قرارگرفته درداخل این پاورپوینت:
بازرس جوش بایستی با نقشه هـای مهندسی آشنایی کامل داشته و از روی علائم جوش، محل اتـــصالات جوش و نوع جوش را شناسایی کند.
با استانداردهای جوش سازه های فلزی آشنایی کافی داشته باشد.
از فرآیندهـای جوشکاری و مواد مصرفی جـــــــوش اطلاعات کافی داشته باشد.
با آزمایشات مخرب وغیر مخرب آشنایی داشته باشد.
توانایی آزمایش تائید صلاحیت جوشکار را داشته باشد.
اطلاعات کافی از متالورژی جوش داشته باشد تا در هنگام ضرورت قادر به تجزیه و تحلیل مسائل مهندسی باشد.
درجوش تجربه داشته باشد و عیوب جوش را بشناسد و روشهای پیشگیری یا رفع آنها را بدانند.
روشهای بازرسی جوش را آموخته و تجربه کافی در این زمینه داشته باشند.
گزارشات کنترل کیفیت را در مراحل مختلف ساخت ، تهیه و ثبت نمایند.
در روشهای DT پس از اعمال آزمایش ، قطعه کارایی خود را از دست میدهد .
در روشهای DT نمیتوان تمام محصولات را تحت آزمایش قرار داد و باید به صورت Random تعدادی از نمونه ها را تحت آزمایش قرار داد .
در روشهای DT نیاز به تهیه نمونه استاندارد وجود دارد که برای آزمایش های مختلف متفاوت است .
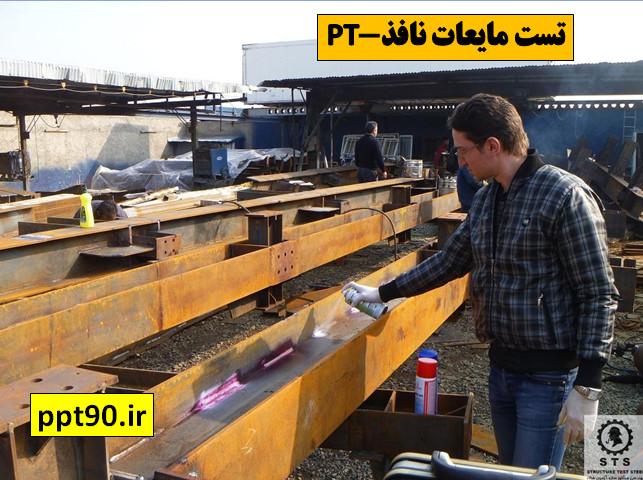
در این روش، ابتدا سطح قطعه ی مورد نظر را تمیز و خشک نموده (سطح باید عاری از هرگونه شیء خارجی مثل براده ها باشد تا مایع نافذ بخوبی داخل عیوب نفوذ نماید).
سپس بوسیله ی مایع نافذ (Penetrant ،)سطح مورد نظر را می پوشانیم که میتوان این عمل را با پاشیدن رنگ نافذ انجام داد.
بر اثر خاصیت مویینگی، مایع نافذ به درون عیوب نفوذ میکند و برای اینکه از نفوذ آن اطمینان حاصل شود، مدتی صبر کرده )حدود 30 دقیقه( و سپس مادهی نافذ اضافی از روی سطح پاک میشود.
در مرحله ی بعدی ظاهرکننده Developer که پودر سفید رنگی می باشد، روی سطح موردنظر پاشیده می شود. ظاهر کننده باعث می شود مایع نافذ از داخل عیوب و ترک ها بیرون کشیده شود و در نتیجه رنگ بر روی سطح آشکار می شود.
سپس بوسیله بازرسی چشمی نشانه های رنگی ایجاد شده را مشاهده نموده و محل عیوب و ترک ها مشخص می گردد
برای ترک های خیلی ریز
برای ناپیوستگی های زیر سطحی
حساسیت بازرسی بالاست .
در ضمن تولید و در انتهای کار و در حین کار قطعه قابل انجام است .
برای مواد فرو مغناطیس است .
جهت جریان باید عمود بر قطعه باشد .
معمولا دو یا چند مرتبه باید انجام شود .
بسته به عمق ترک میدان باید قویتر باشد .










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}