جوشکاری عبارت است از اتصال و یکپارچه کردن مصالح به یکدیگر به کمک حرارت با و یا بدون استفاده از فشار و یا مواد پرکننده اضافی
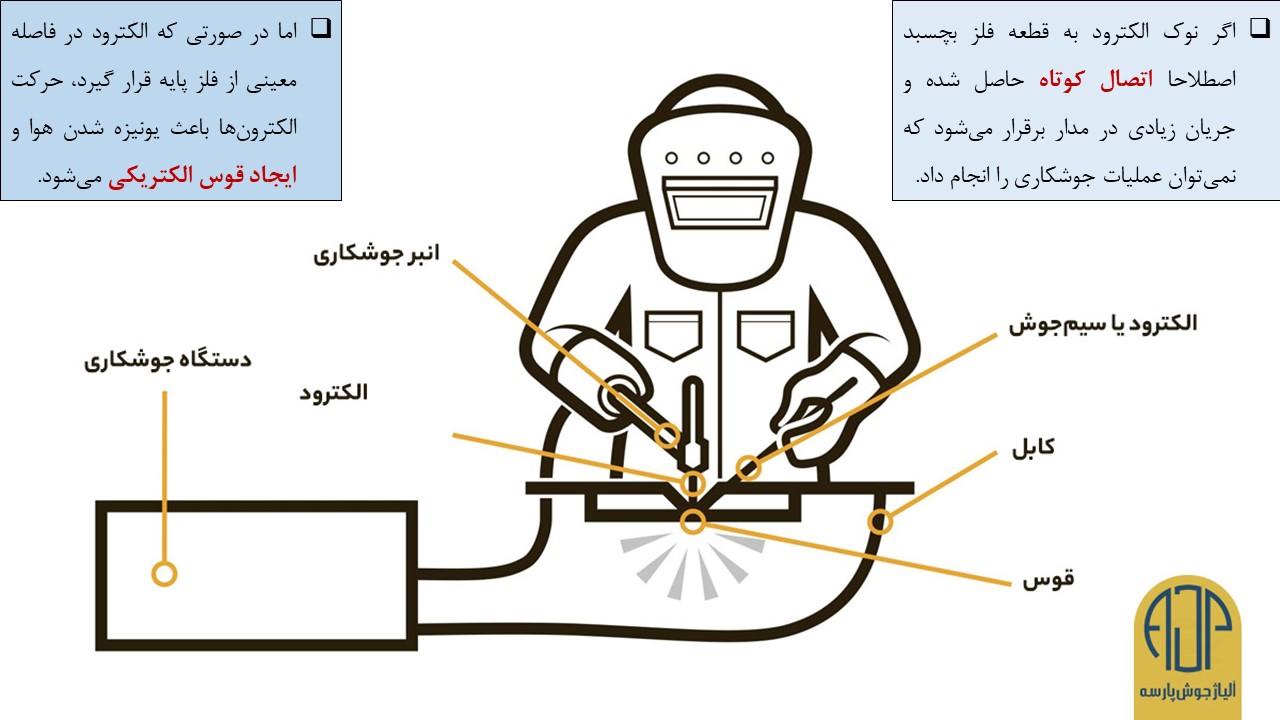
برای ذوب فلز مبنا و ماده جوش حرارت به کار میرود تا مواد ، سیال شده و تداخل آنها عملی گردد. معمول ترین روشهای جوشکاری، خصوصاً برای جوش فولاد ساختمانی، استفاده از انرژی برق به عنوان منبع حرارتی است. برای این منظور اغلب از قوس الکتریکی استفاده میشود.
قوس الکتریکی عبارت است از : تخلیه جریان نسبتاً بزرگ بین الکترود و فلز مبنا
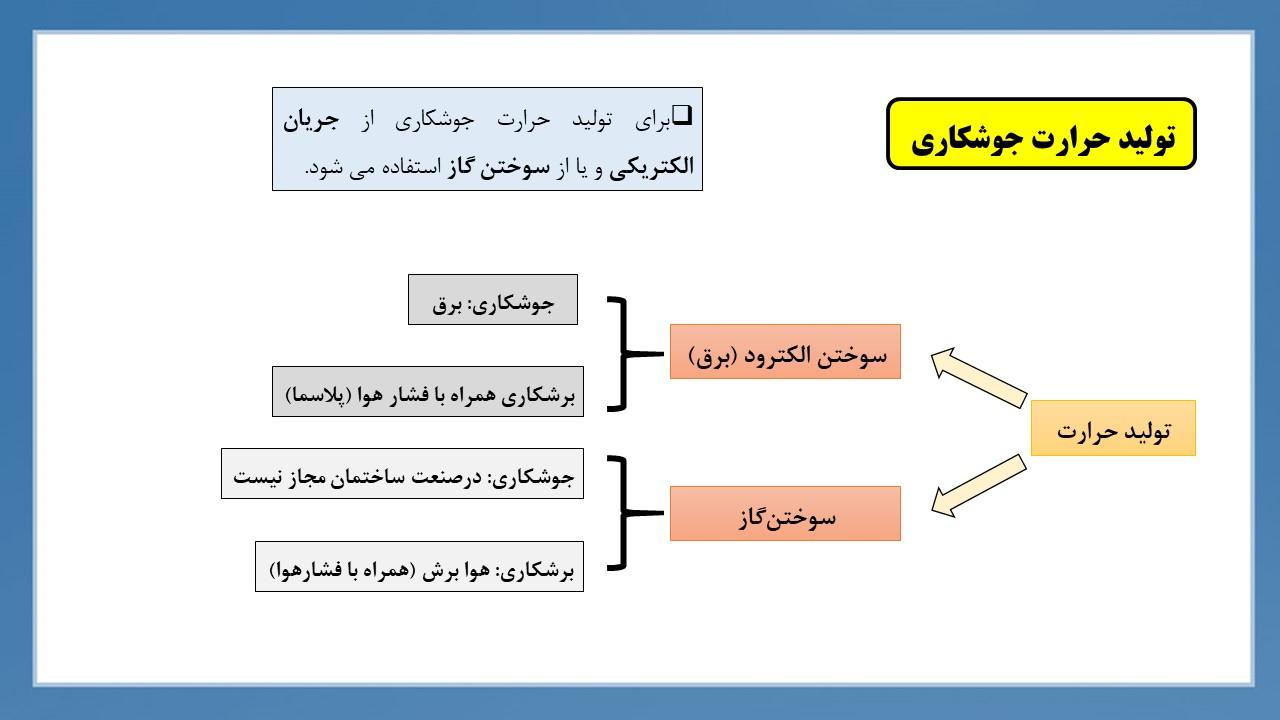
برای تولید حرارت جوشکاری از جریان الکتریکی و یا از سوختن گاز استفاده می شود.
-دو نوع جریان در قوس الکتریکی :
- جریانمتناوب AC
- جریانمستقیم DC
-برخی از انواع دستگاه های جوشکاری :
- ترانسفورماتور
- رکتی فایر
- اینورتر
- ژنراتور
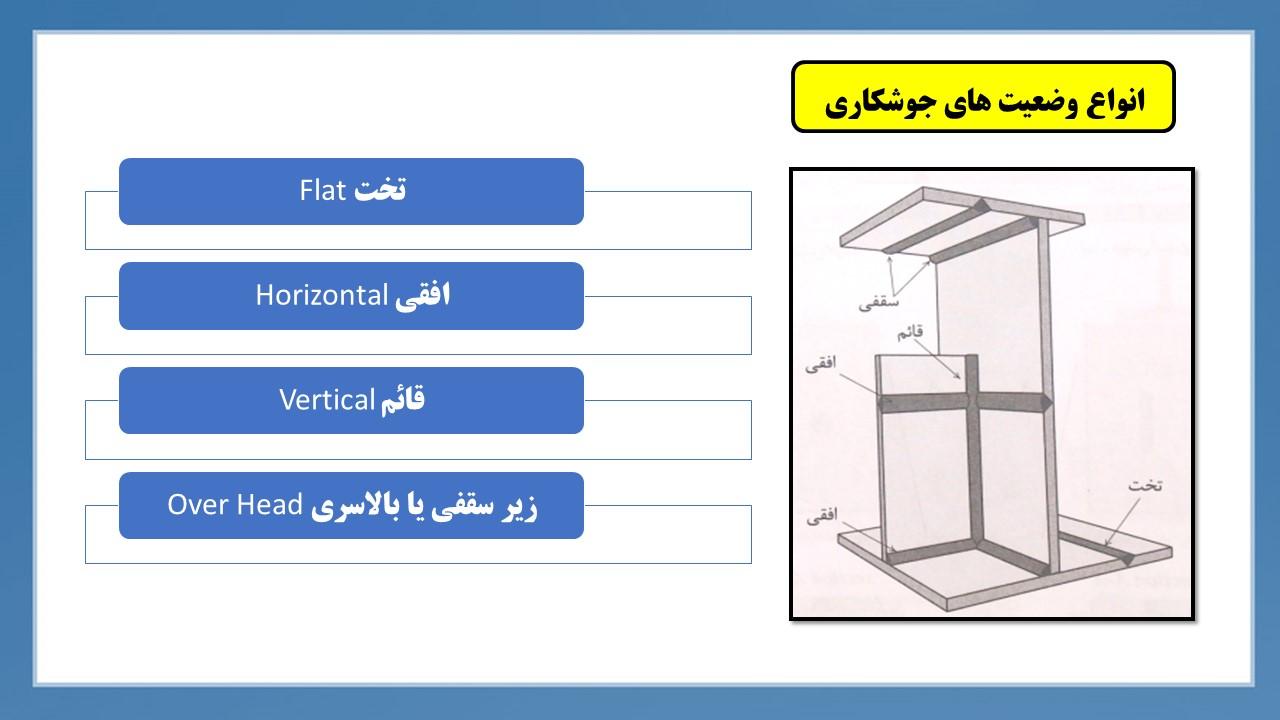
-انواع وضعیت های جوشکاری :
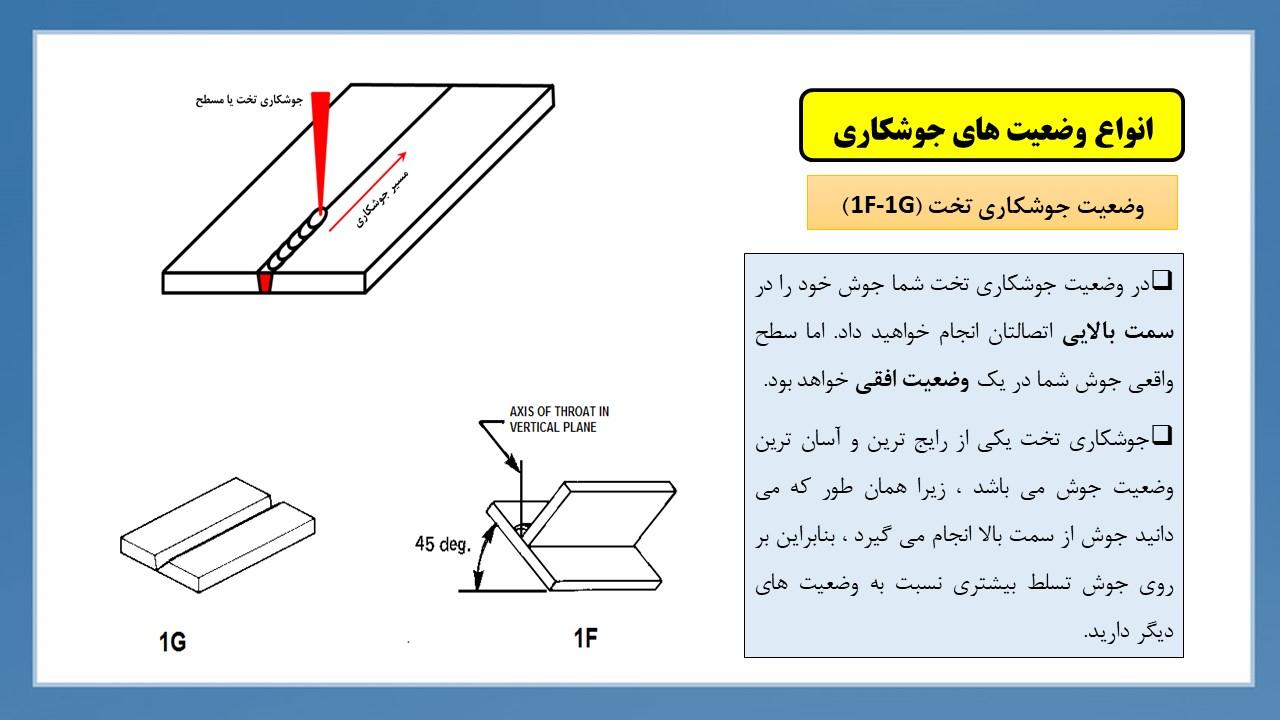
- وضعیت جوشکاری تخت (1F-1G)
- وضعیت جوشکاری افقی (2F-2G)
- وضعیت جوشکاری قائم (3F-3G)
- وضعیت جوشکاری سقفی (4F-4G)
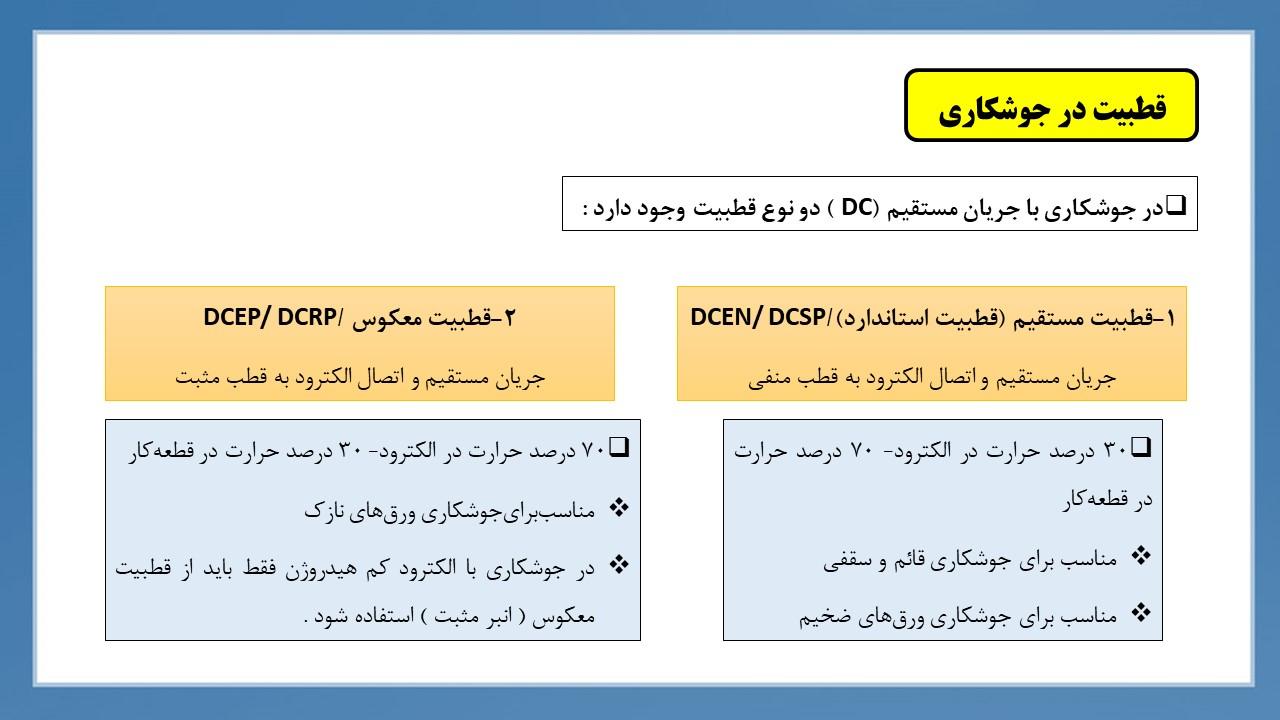
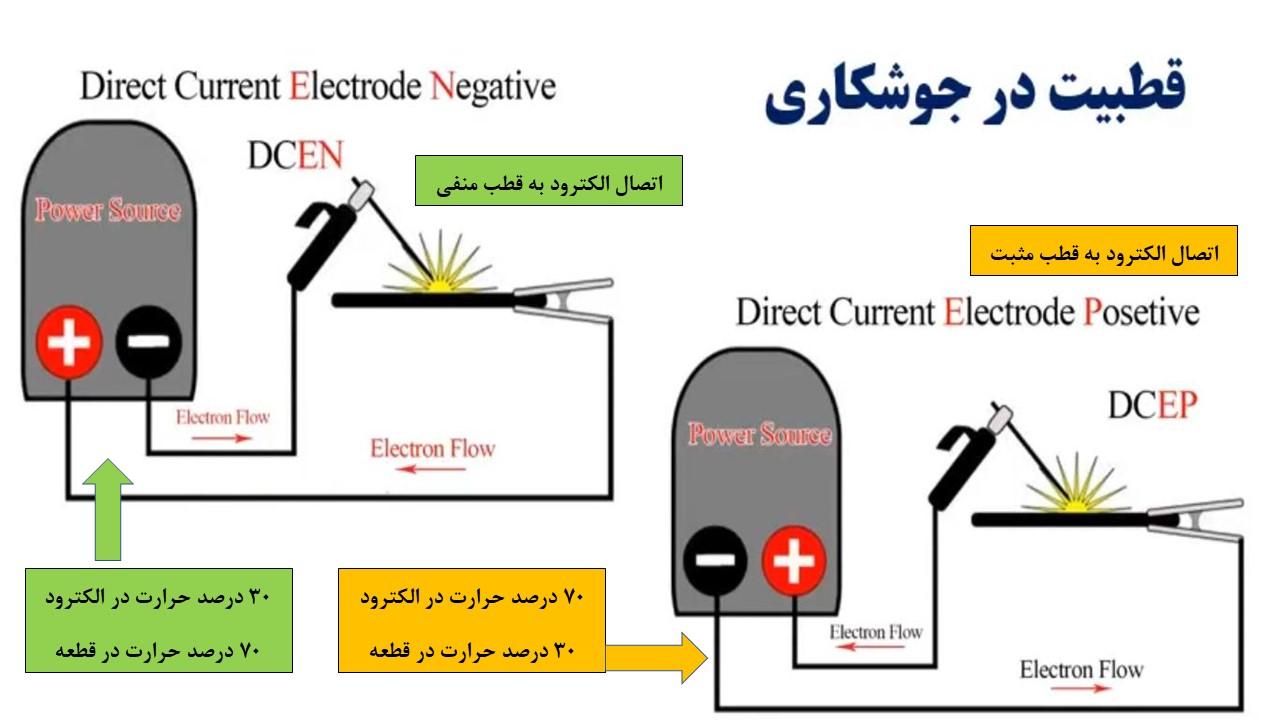
-در جوشکاری با جریان مستقیم (DC ) دو نوع قطبیت وجود دارد :
- 1- قطبیت مستقیم (قطبیت استاندارد)/DCEN/ DCSP جریان مستقیم و اتصال الکترود به قطب منفی
- 2- قطبیت معکوس /DCEP/ DCRP جریان مستقیم و اتصال الکترود به قطب مثبت
-جریان مستقیم الکترود منفی DCEN در جوشکاری :
جریان مستقیم الکترود منفی DCEN که گاهی با نام جریان مستقیم DCSP شناخته می شود زمانی به وجود می آید که الکترود به پایه منفی منبع تغذیه و قطعه کار به پایه مثبت منبع تغذیه متصل شود. به دلیل وجود اختلاف پتانسیل، الکترون ها از الکترود به سمت قطعه کار حرکت می کنند و در نهایت با سرعت بسیار بالایی به سطح قطعه کار برخورد می کنند. با برخورد، انرژی جنبشی الکترون ها به انرژی گرمایی تبدیل می شود و بنابراین گرمای زیادی در مجاورت قطعه کار تولید می شود.
-جریان مستقیم الکترود مثبت DCEP در جوشکاری :
جریان مستقیم الکترود مثبت DCEP که گاهی با نام قطبیت معکوس DCRP شناخته می شود زمانی به وجود می آید که الکترود به پایه مثبت منبع تغذیه و قطعه کار به پایه منفی منبع تغذیه متصل شود. در این حالت، بیشتر گرمای قوس در سطح الکترود به وجود خواهد آمد، در حالی که گرمای کمتری روی قطعه کار ایجاد می شود.
-انواع روش های جوشکاری :
- 1-جوشکاری با الکترود دستی SMAW
- 2-جوشکاری قوس الکتریکی تحت حفاظ گاز GMAW
- 3-جوشکاری قوس الکتریکی زیر پودری
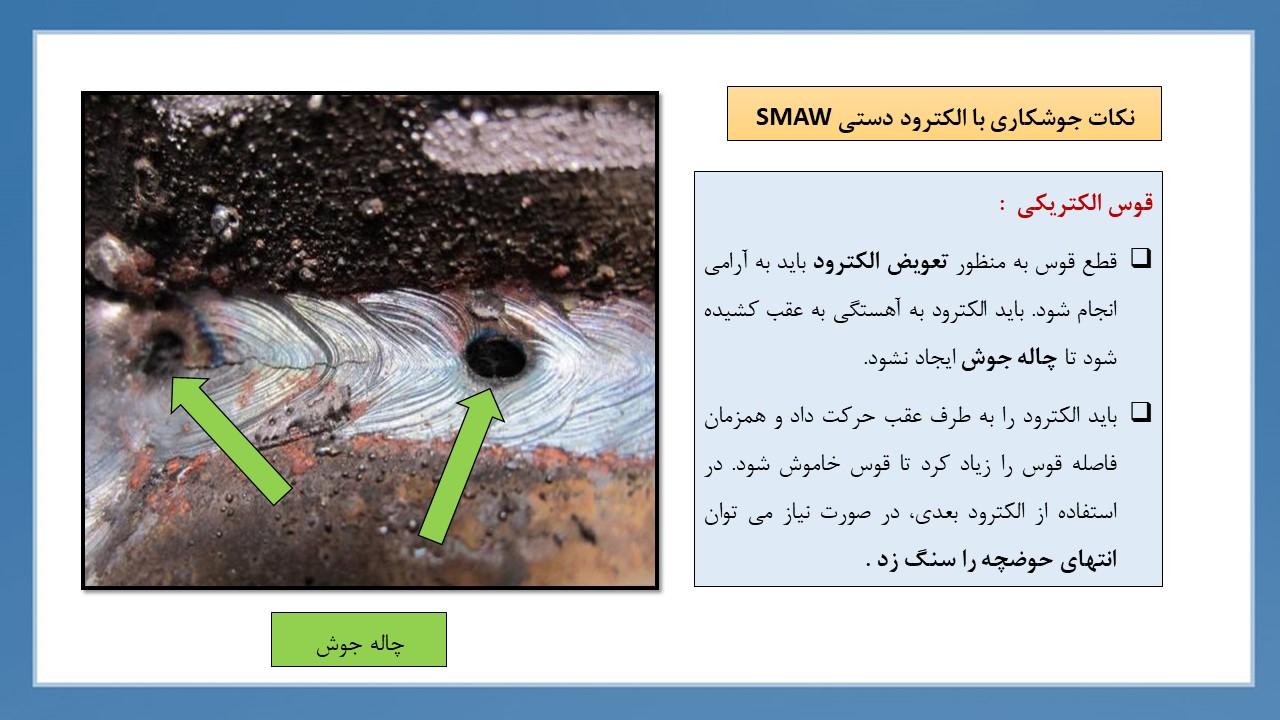
1-جوشکاری با الکترود دستی SMAW
جوشهای قوس الکتریکی با الکترود روکش دار یکی از مهمترین، ساده ترین و شاید کارآمد ترین جوشی است که برای فولاد ساختمانی بکار میرود. در محاورات فنی، این روش به نام جوش دستی با الکترود خوانده میشود. حرارت با برقرار کردن قوس الکتریکی بین یک الکترود روکش دار و اجزایی که باید متصل شوند، ایجاد میگردد . و ...
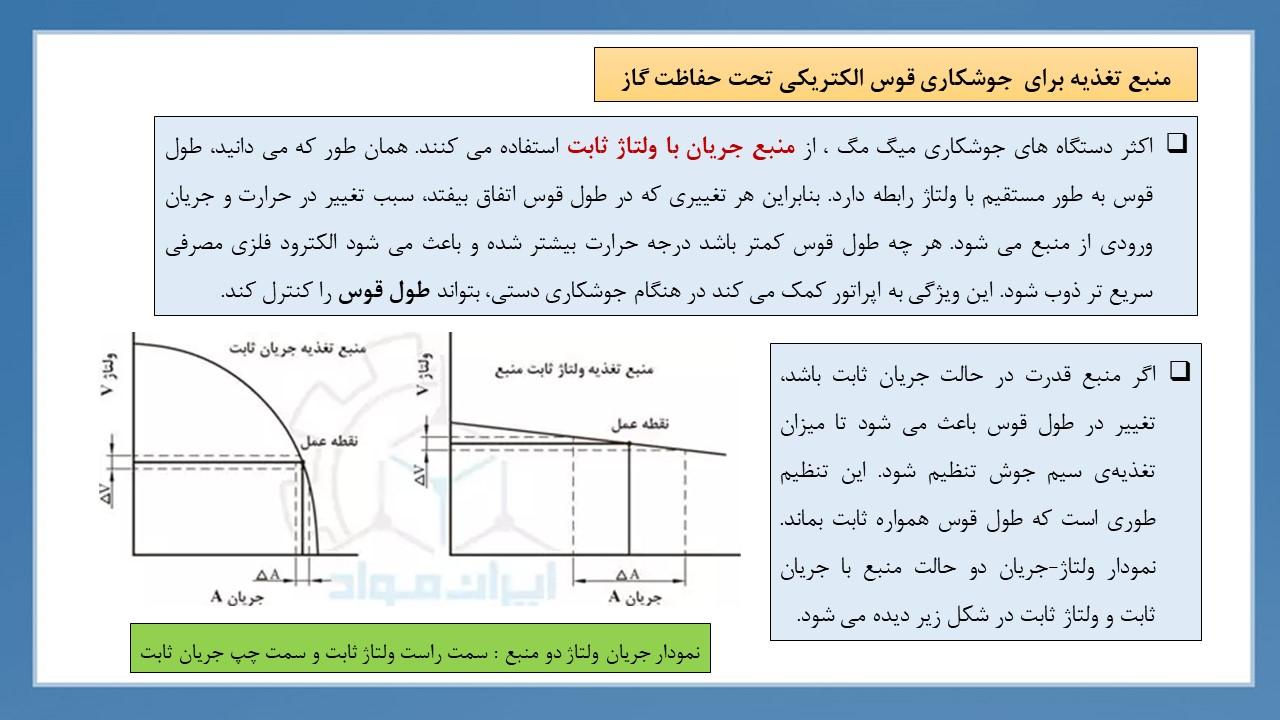
2- جوشکاری قوس الکتریکی تحت حفاظت گاز GMAW
فرآیند جوشکاری است که در آن، با ذوب کردن اتصال توسط قوس الکتریکی بین یک الکترود یکسره فلزی پرکننده مصرف شدنی و قطعه کار و حفاظت توسط یک گاز (مثلا گاز آرگون یا گاز کربنیک) و یا مخلوطی از گازها، احتمالا محتوی یک گاز خنثی ، یا مخلوطی از یک گاز و یک سرباره و بدون کاربرد فشار صورت می گیرد .
3- جوشکاری قوس الکتریکی زیر پودری SAW
جوشکاری زیر پودری، یکی از فرایندهای جوشکاری قوسی است که در آن، نوک الکترود داخل پودری از مواد معدنی ویژه قرار میگیرد و قوس در زیر این پودر در امتداد مسیر جوشکاری تشکیل میشود. این جوشکاری که بنام جوش زیر پودری در ایران شهرت دارد ، یکی از مرسوم ترین روش های جوشکاری ماشینی در ایران می باشد .
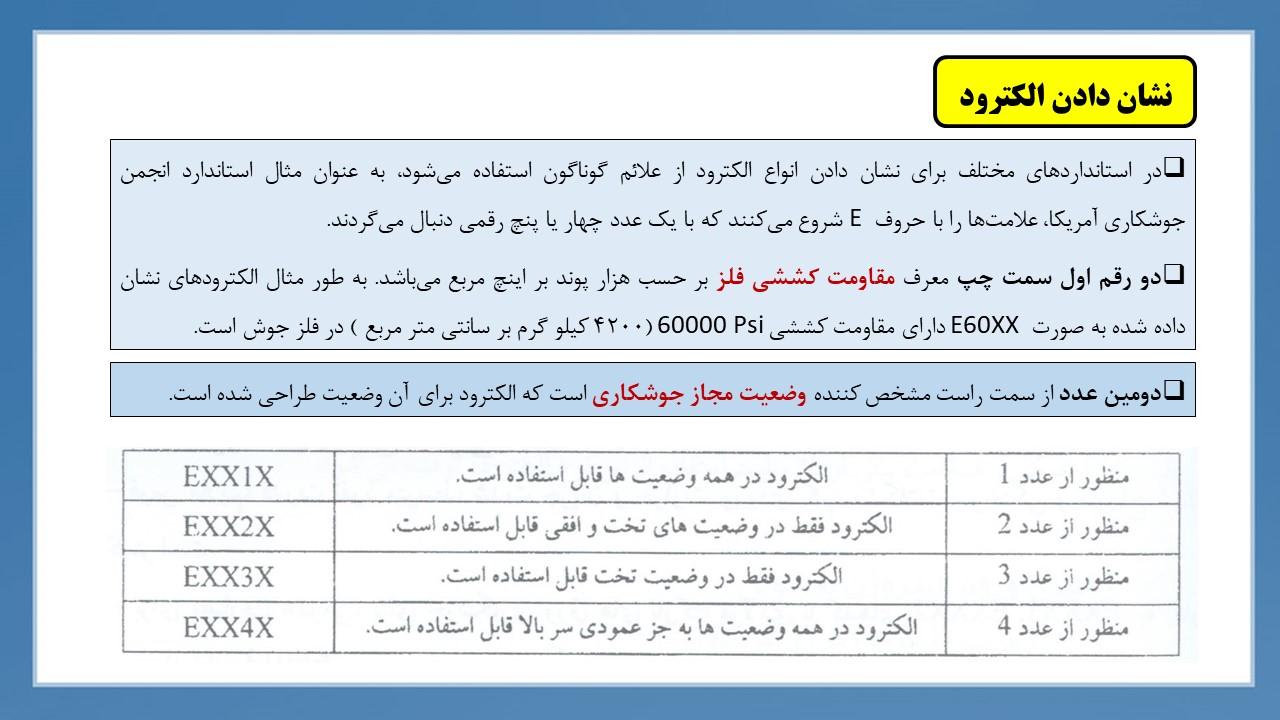
الكترود جوشكاری مفتول فلزی است که دور تا دور آن توسط پوشش فلاکس (Flux Coating ) احاطه گردیده است. داز الكترود جوشكاری جهت پرکردن فضای اتصال مابین دو سطح مورد جوشكاری استفاده می گردد. قطر الكترود از روی قطر مغزی آن محاسبه می گردد .
-انواع الكترود جوشكاری از لحاظ جنس مفتول :
- الكترود با مفتول فولاد زنگ نزن
- الکترود با مفتول فولاد کم کربن
- الكترود با مفتول نیكلی
- الكترود جوشكاری با مفتول آلومینیومی
-انواع الکترود جوشکاری از نظر پوشش فلاکس :
- الکترود با پوشش رتیلی ( مانند E6013)
- الکترود رتیلی با پودر آهن ( مانند E7024)
- الکترود با روکش سلولوزی ( مانند E6010)
- الکترود با روکش قلیایی (کم هیدروژن) ( مانند E7018 )
-انواع اتصال :
- الف -اتصال لب به لب (Butt Joint)
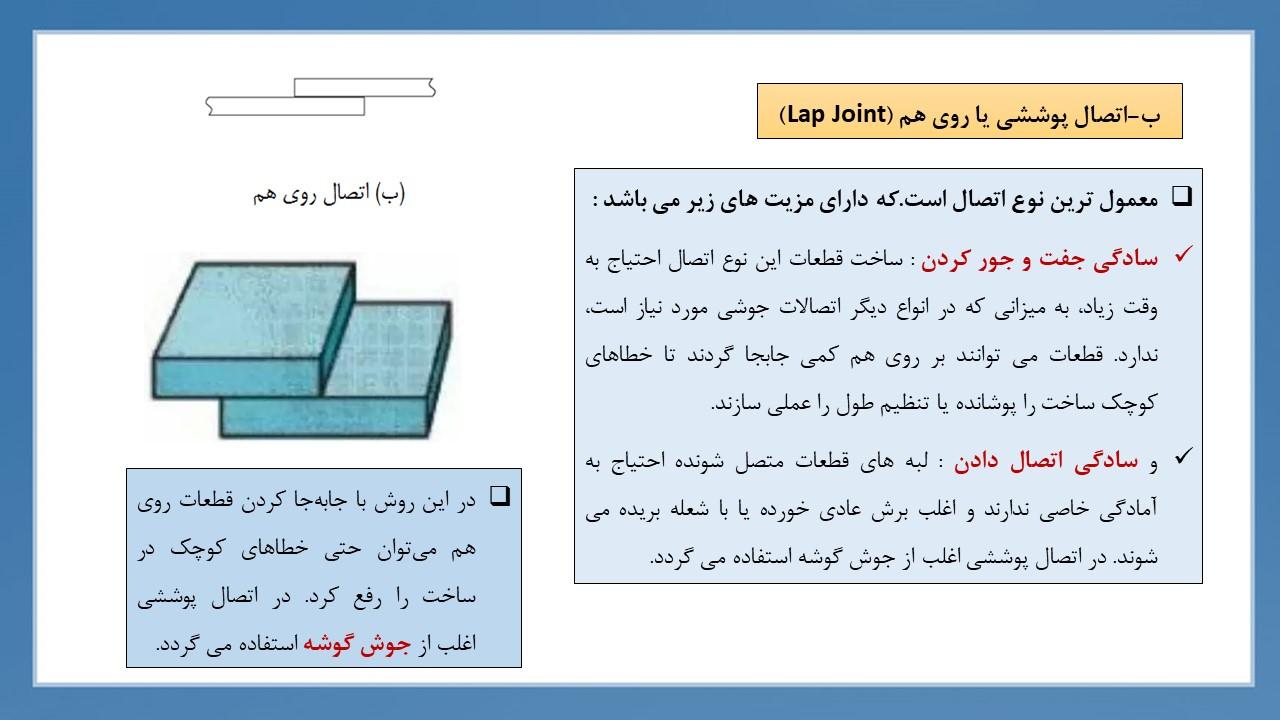
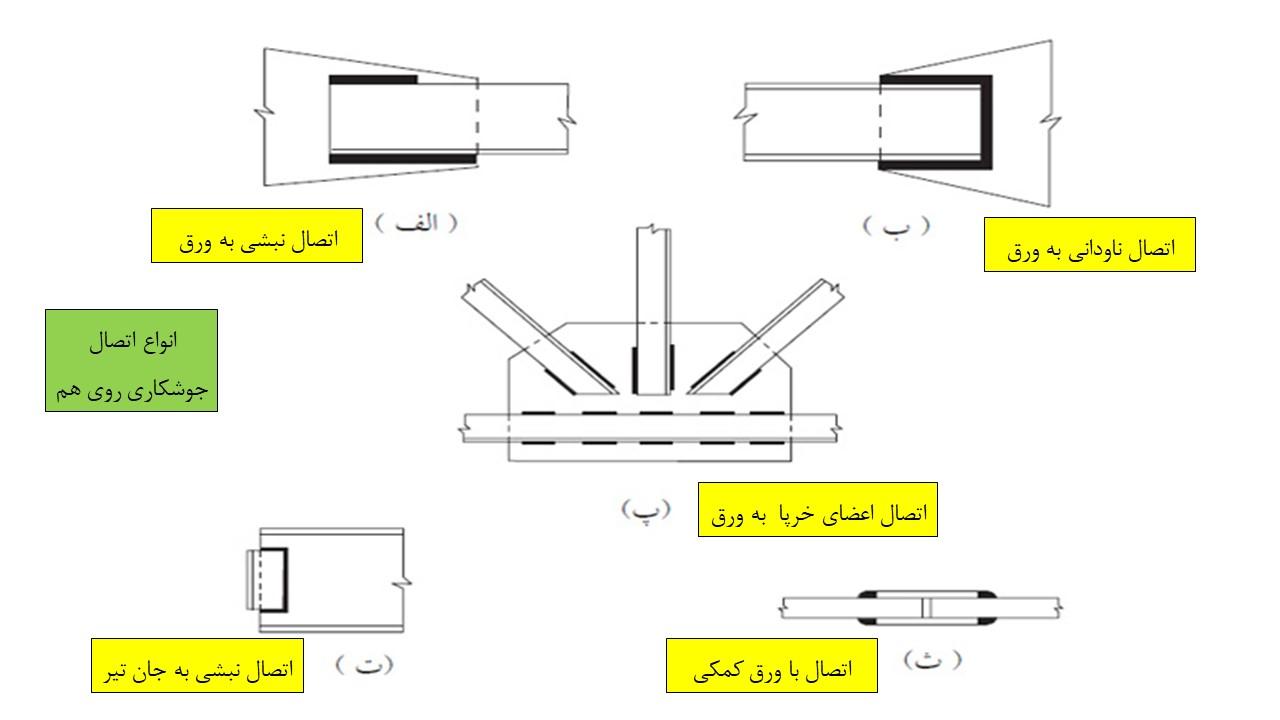
- ب-اتصال پوششی یا روی هم (Lap Joint)
- پ- اتصال پیشانی (Edge Joint)
- ت -اتصال سپری (Tee Joint)
- ث - اتصال گونیا (Corner Joint)
-انواع جوش ها :
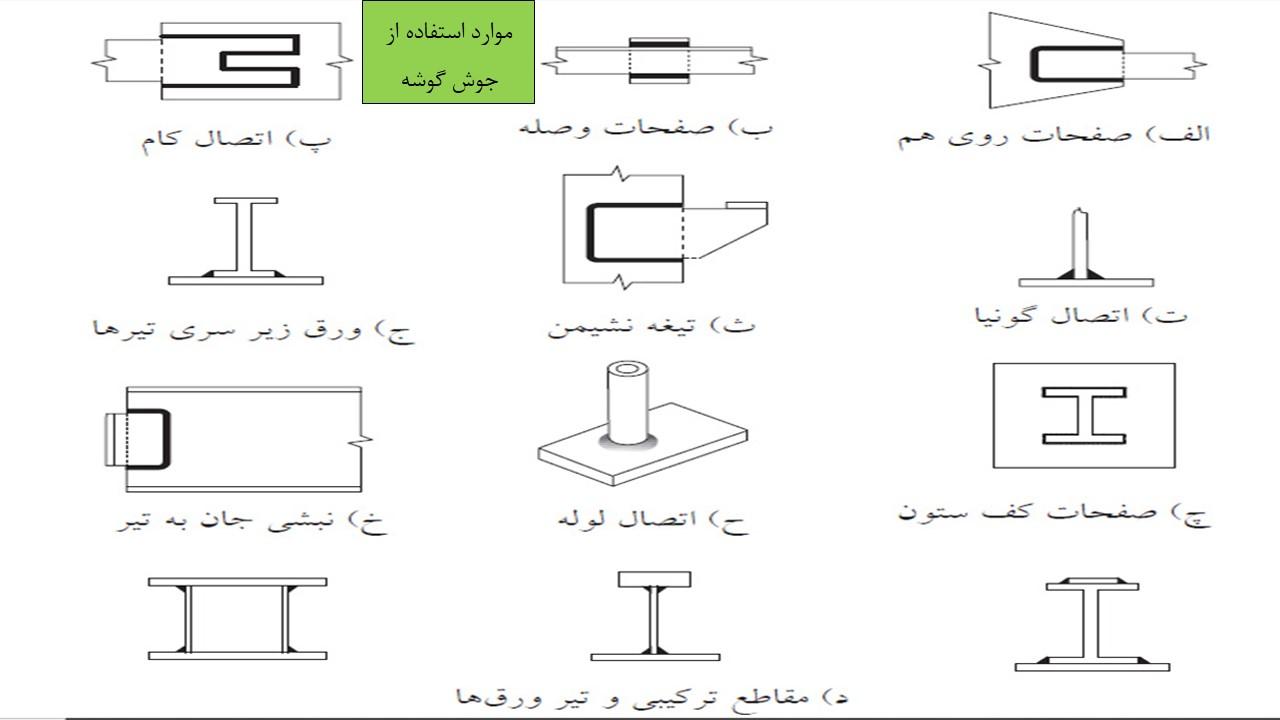
- 1-جوش گوشه
- 2-جوش شیاری
- 3-جوش کام
- 4-جوش انگشتانه
-انواع جوش شیاری :
- جوش شیاری با نفوذ کامل
- جوش شیاری با نفوذ نسبی
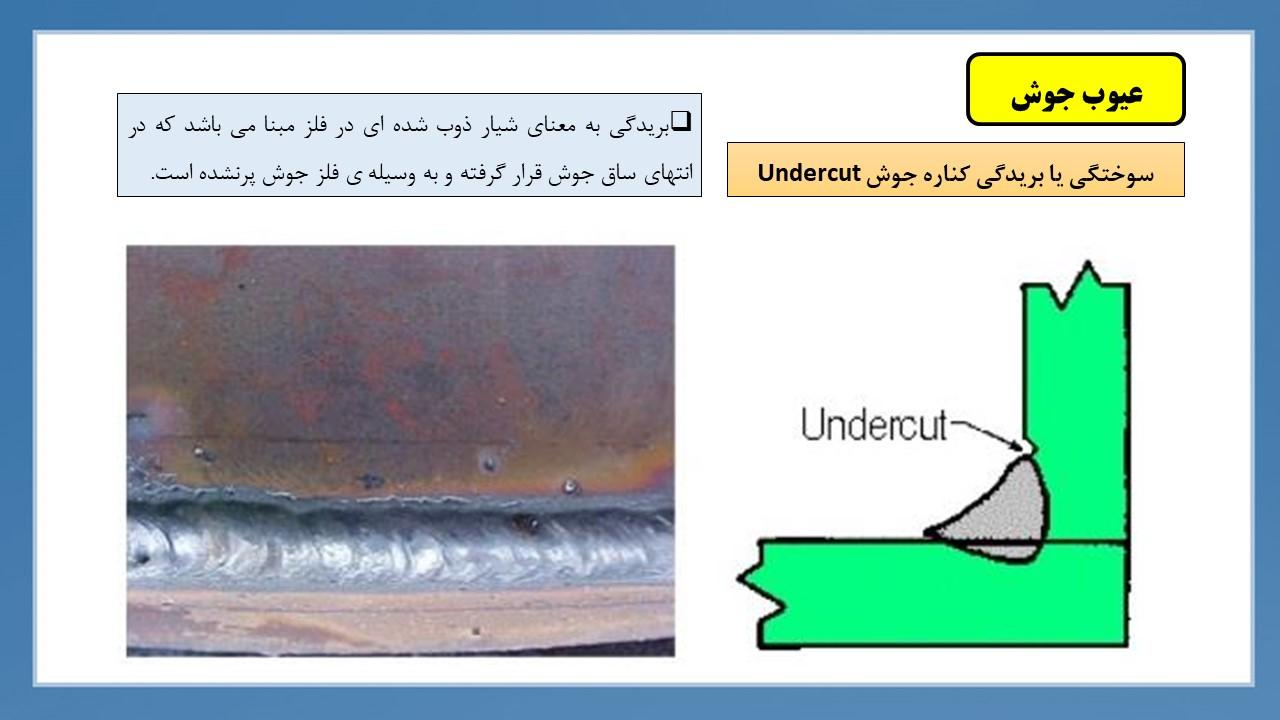
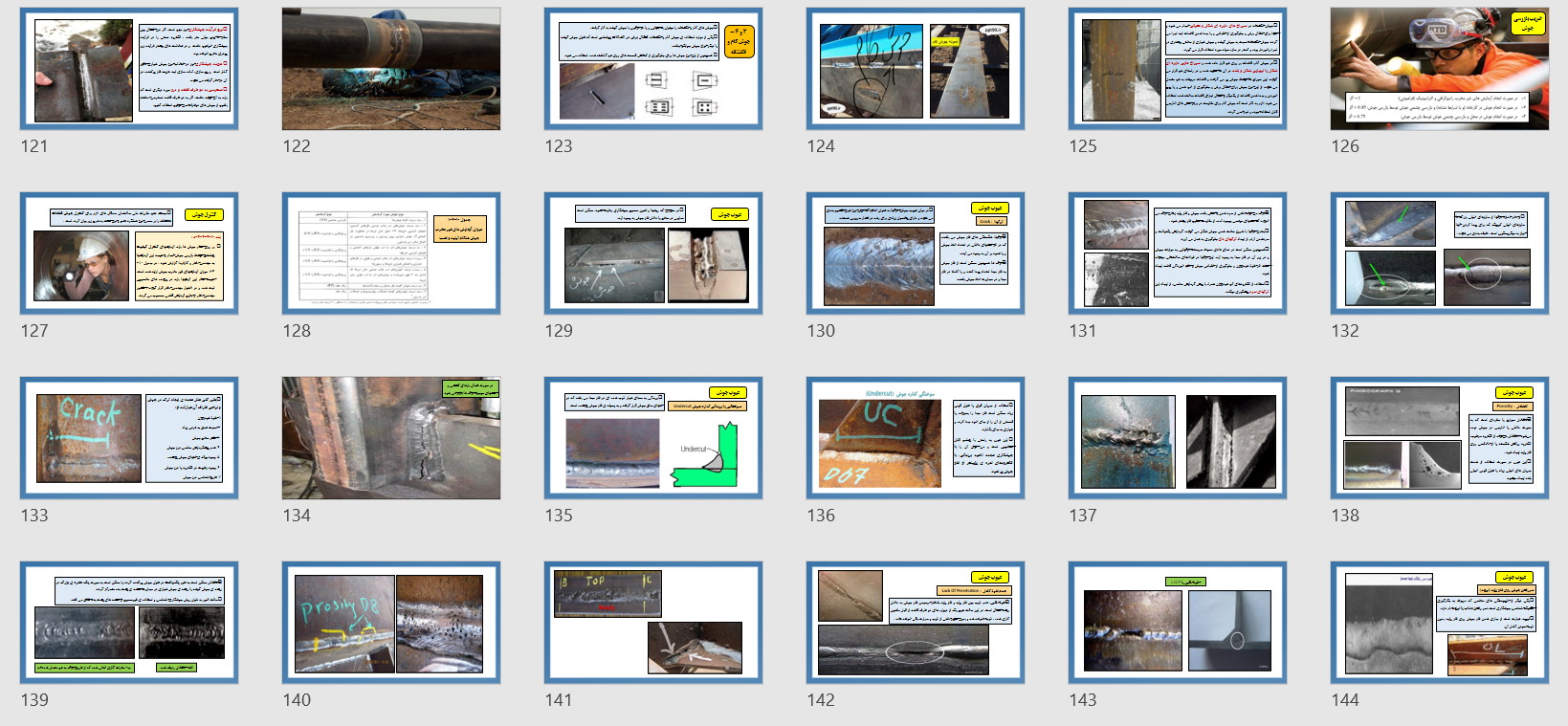
-انواع عیوب جوش :
- ترکها Crack :
- سوختگی یا بریدگی کناره جوش Undercut
- تخلخل Porosity :
- عدم نفوذ کامل Lack Of Penetration :
- سررفتن جوش روي فلز پايه (لوچه)
- تداخل گل جوشکاری
- جرقه و پاشش
خلاصه کلی مطالب بیان شده در این پاورپوینت :
-در این پاورپوینت ابتدا تعریفی از جوشکاری و قوس الکتریکی و جریان های مورد استفاده برای تهیه قوس الکتریکی بیان شده ، در ادامه انواع دستگاه های متداول جوشکاری ( ترانسفورماتور ، رکتی فایر ، اینورتر و ژنراتور ) و چهار وضعیت و حالت جوشکاری ( تخت ، افقی ، قائم و سقفی ) معرفی و بررسی می شود .
-سپس قطبیت مستقیم و معکوس در جوشکاری و تاثیر و کاربرد آن مورد بررسی قرار می گیرد .
-در قسمت بعدی سه روش اصلی جوشکاری شامل جوشکاری با الکترود دستی ، جوشکاری تحت حفاظت گاز و جوشکاری زیر پودری به طور جامع معرفی شده ، مزایا و محدودیت های هر روش بیان می گردد .
-معرفی الکترود ها ، انواع آن ها و نقش روکش های آن ها بخش بعدی پاورپوینت می باشد .
-سپس پنج حالت اتصال قطعات برای جوشکاری شامل اتصال لب به لب ، اتصال پوششی ، اتصال پیشانی ، اتصال سپری و اتصال گونیا و چهار نوع جوش مورد استفاده شامل جوش گوشه ، جوش شیاری ، جوش کام و جوش انگشتانه بررسی می گردد .
-در بخش انتهایی چند نوع از عیوب جوش ، همراه با تصاویر مرتبط با آن معرفی می گردد .
برای دیدن لیست کامل مطالب داخل این پاورپوینت 150 اسلایدی قسمت "اطلاعات بیشتر" را ملاحظه نمائید.
منبع اولیه : فایلی مربوط به دوره ارتقاء پایه دو به یک نظارت سازمان نظام مهندسی مشهد از دکتر ایمان شکیباپور










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}