عیوب جوشی که درپاورپوینت اول مورد بررسی قرار گرفته است :
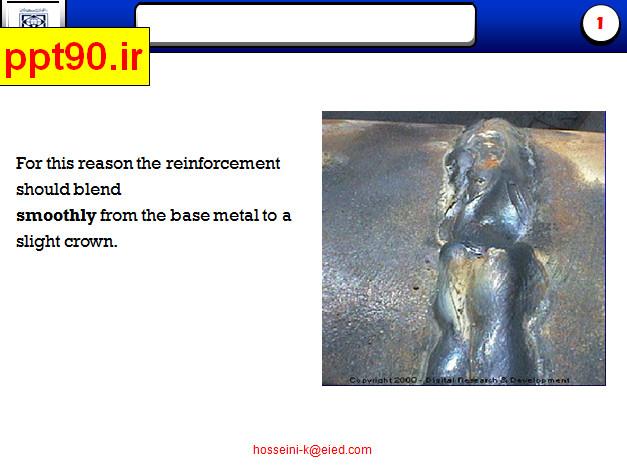
1.روی هم افتادگی (overlab
2.بریدگی کناره جوش (undercut)
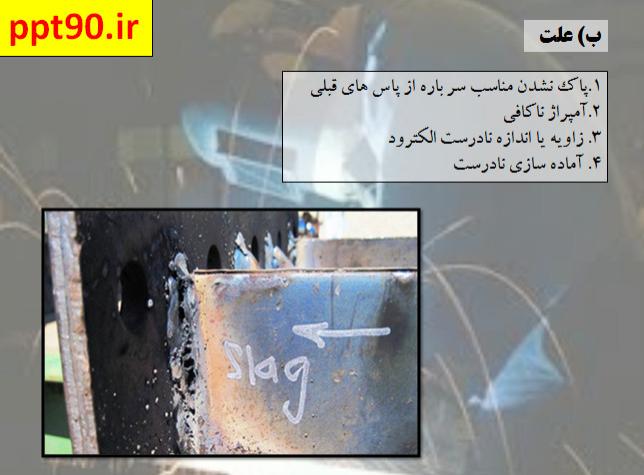
3.آخالهای سرباره (salg inclusion)
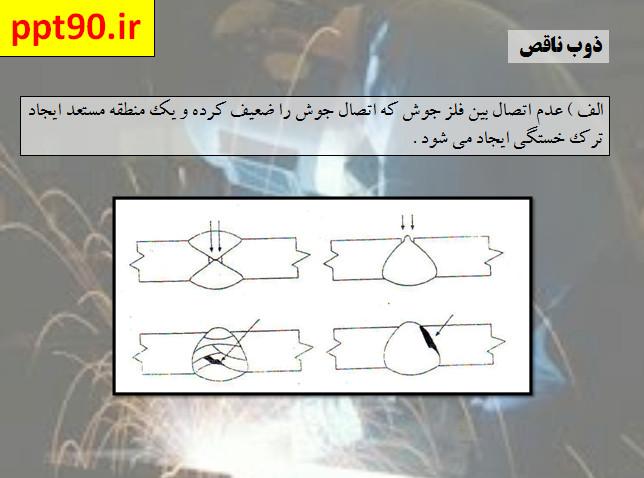
4.ذوب ناقص (lack of fucion l.o.f )
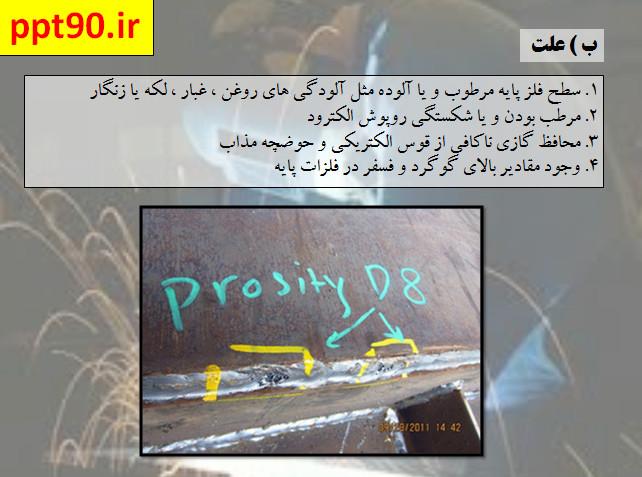
5.تخلخل (porosity)
6.نفوذ ناقص(lack of penteration l.o.p )
7.ترک در جوش (crack)
8.پاشش یا جرقه زیاد (spatter)
9. چاله جوش (ceater)
نمونه ای ازمطالب قرارگرفته درداخل این پاورپوینت:
منظور از ترک ، پدیده ای است که در اثر عوامل مانند انجماد سریع ( ترد شدن منطقه جوش) و تنش های داخلی ناشی از انقباض جوش ، ایجاد می شود . ترک ها از نظر زمان ایجاد به دو نوع ترک گرم و ترک سرد تقسیم بندی می شوند . ترک های گرم ، ترکهایی هستند که در دماهای بالا رخ می دهند و ترکهای سرد ترکهایی هستند که بعد از اینکه جوش به دمای محیط رسید ، رخ می دهد بیشتر ترکها در اثر تنش های کششی ناشی از انقباض جوش ایجاد می شوند.
الف ) ترک به صورت خطی مرکزی ( طولی ) گرم
علت ترک مرکزی یکی از سه پدیده زیر است .
ترکی که ناشی از جدایش و تفکیک است
ناخالصی هایی نظیر گوگرد ، فسفر ، روی ، مس و قلع در فلز جوش یا فلز پایه می توانند با آهن ترکیباتی با نقطه ذوب پایین تشکیل دهند و در حین سرد شدن جوش به وسط جوش هدایت شده و باعث جدایش و در نتیجه ترک در مرکز جوش شود .
- ترکی که مربوط به شکل گرده جوش است
این نوع ترک بیشتر درجوش های تک پاسه اتفاق می افتد . اگر یک پاس جوش دارای عمق بیشتر ی نسبت به عرض آن باشد و یا اینکه پهنای جوش زیاد ولی عمق نفوذ خیلی کم باشد ، این نوع ترک اتفاق می افتد . توصیه می شود که نسبت پهنای جوش به عمق آن 1 به 1یا 1/4 به 1 باشد تا از ایجاد این ترک جلوگیری شود.
ترکی که مربوط به شرایط سطحی جوش است .
اگر جوش هایی با سطح مقعر اجرا شود، تنش های ناشی از انقباض های داخلی می شود که سطح جوش تحت کشش قرار گرفته و موجب ایجاد ترک در خط مرکزی جوش شود.
ب . ترک عرضی( سرد )
ترک عرضی ترک متقاطع نیز نامیده می شود . ترکی است که درجهت عمود بر طول حوش ایجاد می شود این نوع ترک ، از انوعی است که اغلب در جوشکاری با آن مواجه می شویم و معمولادر جوشی که دارای استحکام بالاتری در مقایسه با فلز پایه باشد و ودارای چقرمگی کمی است دیده می شود . این نوع ترک با نفوذ زیاد هیدوژن به ی منطقه جوش و افزایش تنش های پسماند و سرد شدن سریع جوش ، تشدید می شود.
ج . ترک منطقه متاثر از حرارت جوش ((h.a.z
این نوع ترک به صورت طولی درکنار نوار حوش روی فلز پایه اتفاق می افتد و زمانی رخ می دهد که سه شرط زیر در محل اتصال بر قرار باشد :
- نفوذ هیدروژن زیاد در منطقه جوش
- افزایش تنشهای پسماند
- ترد شدن منطقه جوش ( در اثر سرد شدن سریع جوش ، وجود کربن زیاد در فلز پایه )








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}