
پاورپوینت عمران و معماری

برای هر عیب جوش، علتی منطقی و برای اصلاح و تعمیر آن نیز روشی منطقی وجود دارد. بطور کلی میتوان گفت، اغلب عیوب جوش مربوط به روش جوشکاری، صلاحیت جوشکار، آماده سازی درز و دستورالعمل جوشکاری میباشد که در حین کار میتواند مورد بازرسی و ارزیابی قرار گیرد.
- دستیابی به اتصال جوشی رضایت بخش، احتیاج به روند سازمان یافته دارد که از طراحی اتصال و انتخاب روش جوشکاری شروع شده و با انجام عملیات جوشکاری و بازرسی آن پایان می یابد. طراح سازه باید از عوامل موثر در کیفیت جوشکاری مطلع بوده و آنها را در طرح اتصالات خود به کار گیرد.
- قوانین 5P:
برای حصول جوش خوب باید پنج عامل زیر برآورده شود:
1 -روش جوشکاریselection Process

2 –آماده سازی درزPreparation

3-دستورالعمل جوشکاری Procedure

4 –پرسنل Personnel

5 -بازرسی و تایید جوش Prove

به مجموعه دستورالعملهای فوق، قانون پنج P می گویند.
- بازرسی چشمی در آماده سازی اتصال قبل از جوشکاری :
اگر بازرس توجه بسیار دقیقی به موارد مقدماتی داشته باشد، میتواند از بسیاری مسائل که بعدها ممکن است اتفاق بیافتد، جلوگیری نماید.

- بازرسی چشمی در حین جوشکاری :
در حین جوشکاری، چندین مورد وجود دارد که نیاز به کنترل دارد تا در نتیجه رعایت آنها، جوش رضایت بخشی حاصل شود. آزمون چشمی اولین روش برای کنترل در حین ساخت می باشد.

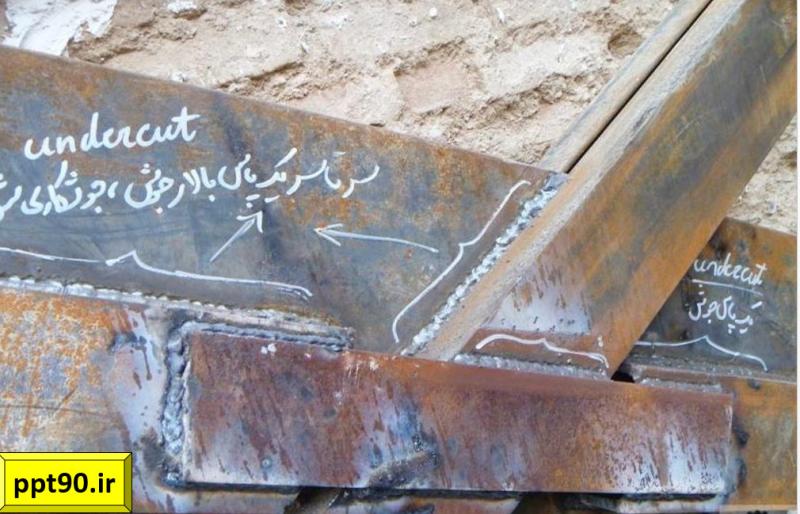
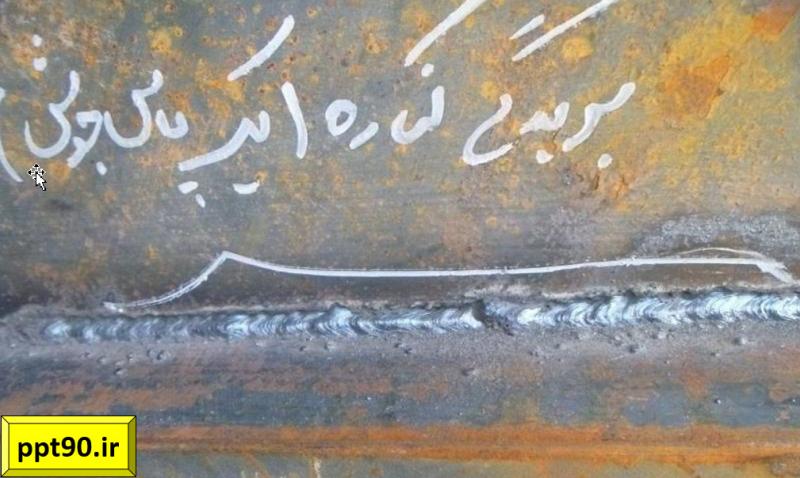
- بازرسی چشمی پس از جوشکاری :
بسیاری از افراد فکر میکنند که بازرسی چشمی درست بعد از تکمیل جوشکاری شروع میشود، که این طرز تفکر صحیح نمی باشد.
به هر حال اگر همه ی مراحلی که قبلا شرح داده شد، قبل و حین جوشکاری رعایت شده باشد، آخرین مرحله ی بازرسی چشمی، بازرسی پس از جوشکاری میباشد.
در این مرحله از بازرسی، نسبت به مراحلی که قبلا طی شده و جوش رضایت بخشی را بوجود آورده، اطمینان حاصل خواهد شد.
مطالب مرتبط:
جهت کسب اطلاعات بیشتر لطفا به لینک های زیر مراجعه نمایید.
پاورپوینت بررسی عوامل موثر بر کیفیت اتصالات جوشی
پاورپوینت انواع اتصالات جوشی و نحوه نمایش آنها در نقشه
پاورپوینت بازرسی چشمی جوش چیست؟
پاورپوینت مهمترین قوانین جوشکاری مورد نیاز ناظرین چیست؟




