
پاورپوینت عمران و معماری

-در این نوشته تصاویری از تست جوش های انجام شده بر روی تیر ورق های ساخته شده برای سوله ، قرار داده شده است . این تست جوش ها ، شامل تست نفوذ مایع (PT) و تست اولتراسونیک (UT) می باشد . هم چنین برخی از عیوب جوش مشاهده شده در این جوشکاری ها معرفی می گردد . با ما همراه باشید .

- بازرسی جوش به روش مایعات نافذPT ( Penetrant Test ) :
-آزمون مایع نافذ PT روشی است که نا پیوستگی های باز (سطحی) را نشان می دهد.
-این تست مایعات نافذ ، که به آن تست رنگهای نافذ نیز گفته می شود، مطمئن ترین روش جهت یافتن عیوب و ناپیوستگی هایی است که به سطح قطعه راه یافته اند.
-این روش به صورت گسترده ای به منظور تست کلیه مواد فلزی و غیر فلزی، مغناطیسی و غیر مغناطیسی که سطوح غیر متخلخلی دارند به کار می رود.

مراحل انجام بازرسی :
1.تمیز کردن سطح نمونه با تیتر یا اسپری مخصوص cleaning .
2. اعمال مایع نافذ
3 .منتظر بودن به اندازه زمان نفوذ Time Dwell
4. حذف مایع نافذ اضافی (معموال با آب یا به روش خشک )
5 .اعمال آشکار ساز
6 .بررسی سطح برای مشاهده و ثبت نتایج
7 .تمیزکاری نهایی (در صورت لزوم)


- بازرسی جوش به روش اولتراسونیک UT :
-تست التراسونیک UT یا فراصوتی یکی از روشهای تست های غیر مخرب می باشد که عمدتاً جهت تشخیص عیوب داخلی مواد، قطعات و سازه ها استفاده می گردد.
-محدوده شنوایی انسان، امواج صوتی با فرکانس بین ۲۰ هرتز تا ۲۰ کیلو هرتز بوده و این در صورتی است که فرکانس مورد استفاده در تست فلزات، سرامیک ها، شیشه، کامپوزیت و دیگر مواد مهندسی، به روش التراسونیک بین ۰/۵ تا ۲۵ مگاهرتز می باشد.
-در این روش امواج فراصوتی توسط یک ترنسدیوسر (مولد صوتی) وارد قطعه تحت تست شده و در صورت برخورد عمود با ناپیوستگیهای داخلی بخشی از انرژی آن به سمت ترنسدیوسر بازتاب می گردد.

-امواج بازتاب شده توسط ترنسدیوسر دریافت شده و به پالسهای الکتریکی تبدیل میگردد و نهایتاً روی صفحه نمایش A-Scan یک سیگنال عمودی ظاهر می گردد.

-اپراتور با توجه به موقعیت سیگنال روی محور افقی صفحه، ارتفاع و شکل ظاهری آن به اطلاعات مختلفی از جمله مکان و عمق ناپیوستگی، نوع و ابعاد آن پی می برد.

-با این روش می توان قطعات صنعتی را در حین تولید بازرسی نمود.
-همچنین روشی بسیار موثر برای کنترل نواقص جوشهای نفوذی در صنعت و سازه های فلزی می باشد و تقریبا محدودیت جنس و ضخامت نیز وجود ندارد.
-این روش متداولترین آزمون است و مکان دقیق عیب را نشان میدهد .
– کلیه عیوب را نشان میدهد ( سطحی و زیر سطحی )
– LOP & LOF را به راحتی نمایش می دهد .
-بلافاصله نتایج آزمون مشخص می گردد .

- مجموعه ی تجهیزات آزمایش شامل موارد زیر می باشد:
1)ردیاب عیوب که دارای یک مدار جارو کننده، تولید کننده ی پالس، سرعت و یک لوله ی اشعه ی کاتدی می باشد.
2)فرستنده (پروب) شامل یک کریستال پیزوالکتریک که در اثر اعمال ولتاژ متناوب به آن، امواج فراصوت منتشر میکند.
3)یک کوپلنت (مایع برای اتصال)برای انتقال انرژی امواج فراصوت به داخل ماده ی تحت آزمایش.
- تصاویری از اجرای تست جوش به روش ازمون ذرات مغناطیسی MT :



یکی از موارد بازرسی چشمی جوش ، اندازه گیری بعد جوش اتصال بال به جان تیرورق می باشد .


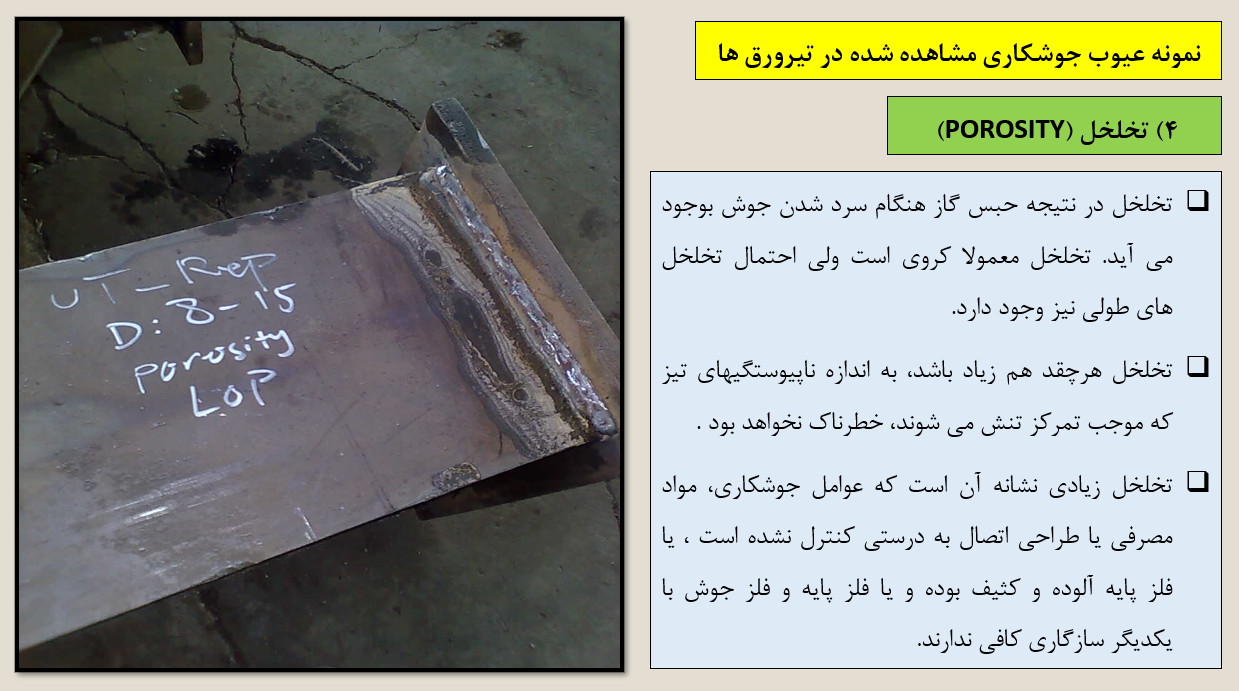
-در ادامه تصاویری از برخی از عیوب مشاهده در تیرورق های ساخته شده برای سوله ارائه می گردد :



تصاویری از اتمام مراحل جوشکاری و تست جوش و رنگ امیزی تیرورق های سوله :




برای کسب اطلاعات بیشتر به لینک های زیر مراجعه نمائید :
پاورپوینت تسمه سازی ، مونتاژ و ساخت تیر ورق ( 144 اسلاید )
پاورپوینت همه چیز در مورد تیرروق ( 430 اسلاید !!! )
پاورپوینت سوله تیرورقی
پاورپوینت تست جوش
پاورپوینت آزمایش های مخرب و غیر مخرب جوش
پاورپوینت بازرسی جوش با استفاده از آزمون های غیر مخرب( NDT )
پاورپوینت بازرسی جوش به روش مایعات نافذ PT




