
پاورپوینت عمران و معماری

بحرانی ترین قسمت فلز پایه، درز جوش است یعنی ناحیه ای است که برای پذیرش فلز جوش به شکل اتصال، آماده سازی می شود. در این نوشته نکات ویژه و مهمی در مورد سر به سر نمودن ورق ها و اماده سازی درز جوش بیان می شود .

مواردی که قبل از جوشکاری در مرحله ی آماده سازی و سربه سر نمودن ورقها ، باید کنترل شود، عبارتند از :
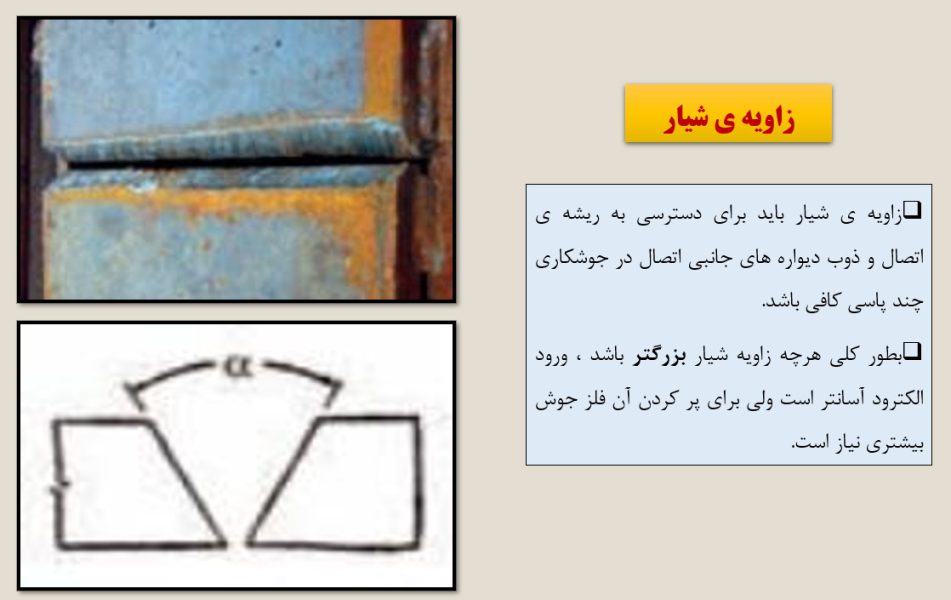
1 .زاویه ی شیار
2 .دهانه ی ریشه
3 .پیشانی ریشه
4 .هم محوری درز
5 .پشت بند
6 .تمیز بودن درز اتصال
در ادامه تصاویری همراه با توضیحات از این موارد ارائه می گردد :
- زاویه شیار :
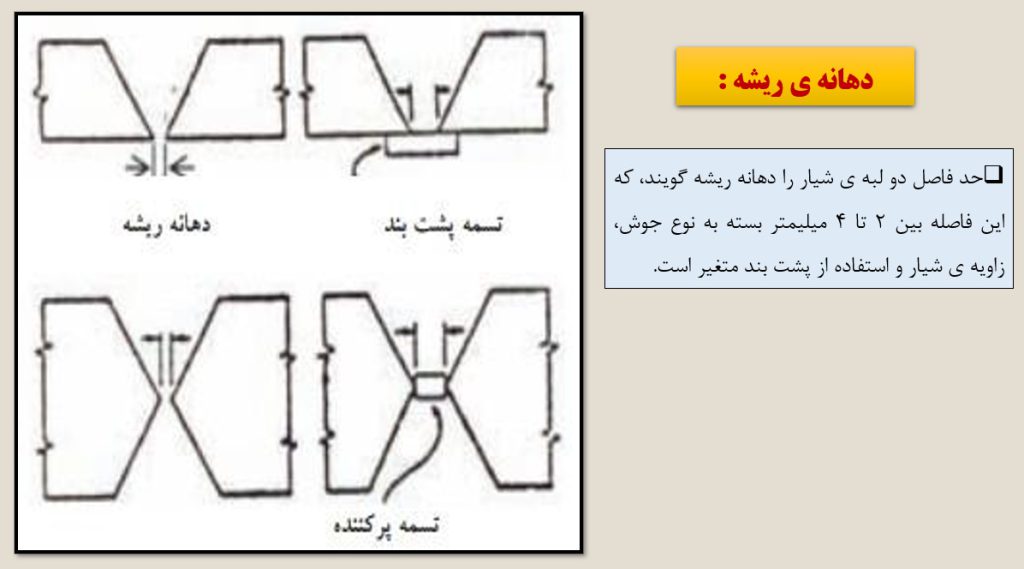
- دهانه ی ریشه :
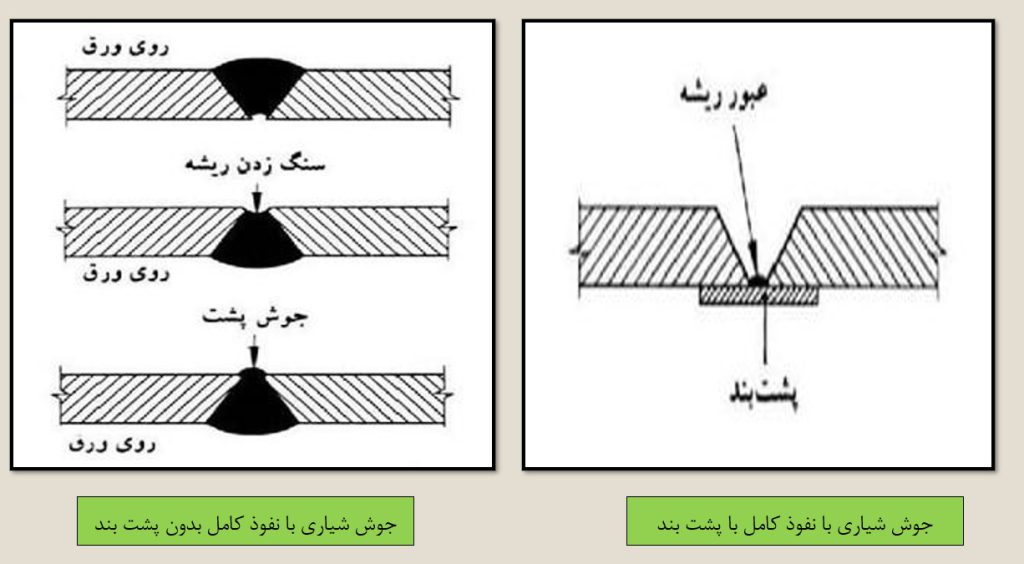
جوشکاری دهانه ی ریشه با پشت بند یا بدون پشت بند :
-درصورت عدم استفاده از تسمه ی پشت بند، عدم ذوب ریشه خیلی مهم نیست، چون می توان ریشه جوش را از پشت سنگ زده و جوش پشت را انجام داد. در این حالت دهانه ی ریشه کوچک در نظر گرفته می شود.
-در جوشکاری با تسمه ی پشت بند، دهانه ریشه بازتر گرفته می شود تا قطعه ی پشت بند نیز خوب ذوب شود، چون در این حالت نمی توان پشت جوش را سنگ زد و همچنین سوختن لبه های تیز مطرح نیست.

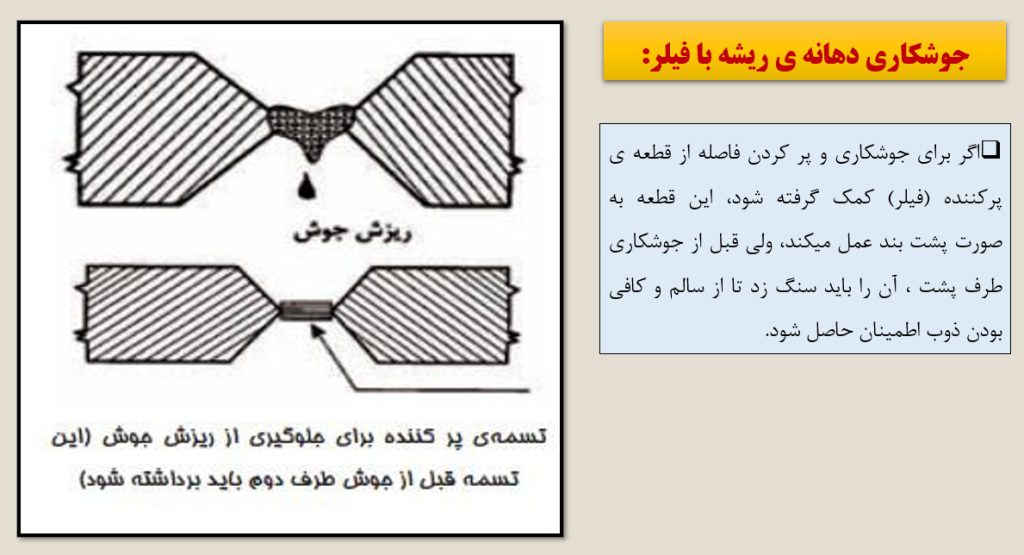
- جوشکاری دهانه ی ریشه با فیلر:
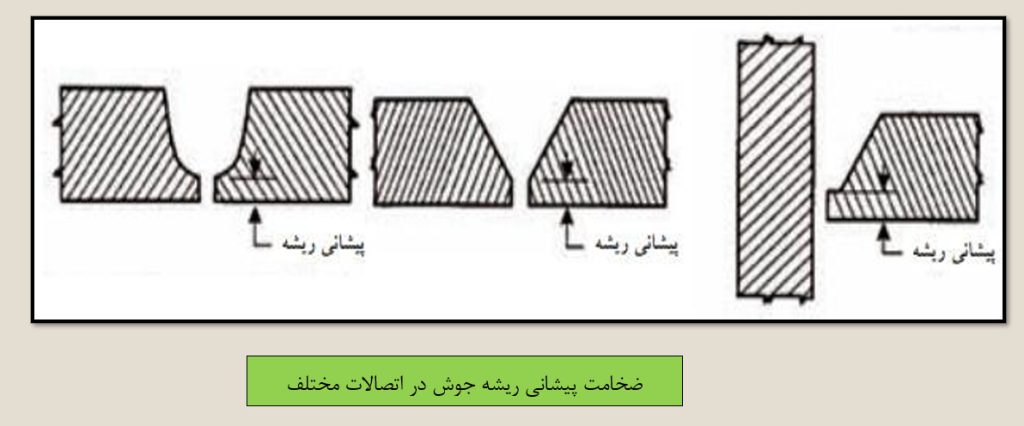
- پیشانی ریشه :
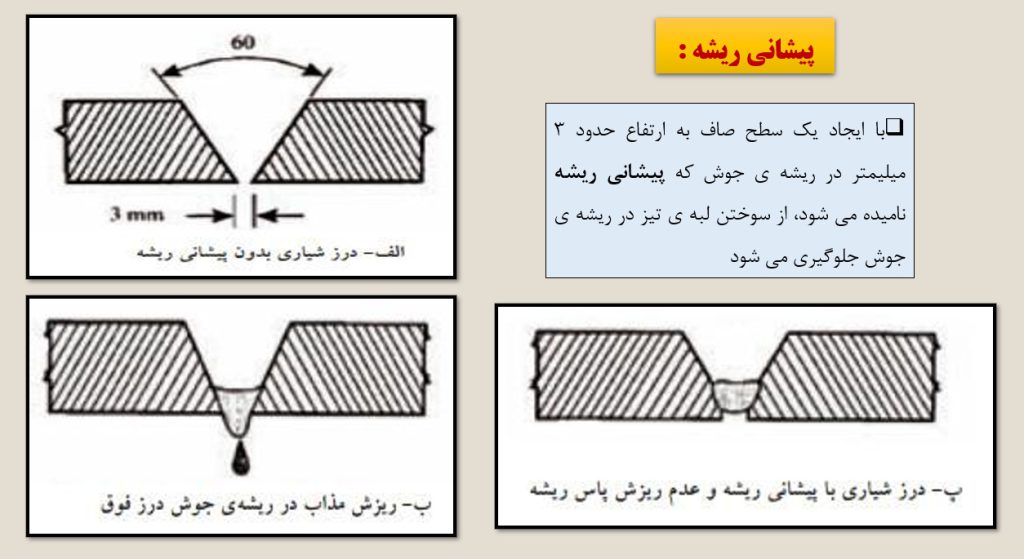
همچنین میزان حداکثری برای پیشانی ریشه وجود دارد تا در هنگام جوشکاری طرف دیگر، جوش طرف پشت با جوش اولین پاس در هم آمیزد و اتصال سالمی را تامین نماید.
برای کسب اطلاعات بیشتر در این زمینه به لینک های زیر مراجعه نمائید :
پاورپوینت تسمه سازی ، مونتاژ و ساخت تیر ورق ( 144 اسلاید )
پاورپوینت تسمه سازی برای ساخت ستون ها و تیرهای فولادی




