تسمه سازی ؛ اولین مرحله ساخت تیرورق :
-به ساخت و اتصال اجزاء یک عضو و اتصال آنها به یکدیگر به منظور ساخت عضو اصلی، تسمه سازی گفته می شود .
-از آنجایی که ورق بصورت رول برش نخورده و یا اغلب به طول 6 متری برش خورده در بازار موجود می باشد و از طرفی اکثر دستگاه های برش گیوتین قابلیت برش ورق تا طول حداکثر 6 متر را دارا می باشند، جهت ساخت اعضای سازه نظیر ستون ها و یا حتی شاهتیرها که دارای طول بیش از 6 متر می باشند ، تسمه سازی امری اجتناب ناپذیر می باشد. لذا برای ساخت تیرورق ها ما احتیاج به تسمه سازی داریم و اولین مرحله در ساخت ، تسمه سازی خواهد بود .
مراحل انجام تسمه سازی برای ساخت تیرورق :
- 1-برش طولی ورق
- 2-کونیک نقاط اتصال سر به سر(پخ زنی)
- 3-سربه سر نمودن
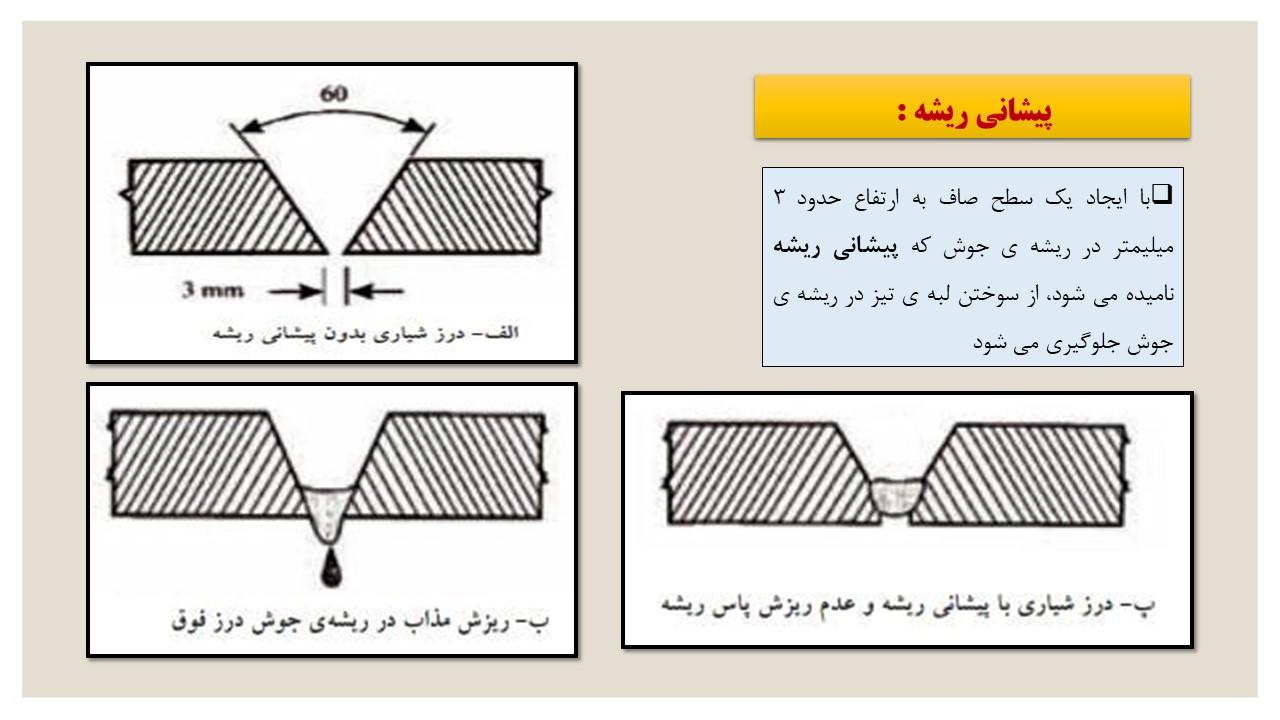
- ۴-جوشکاری ریشه
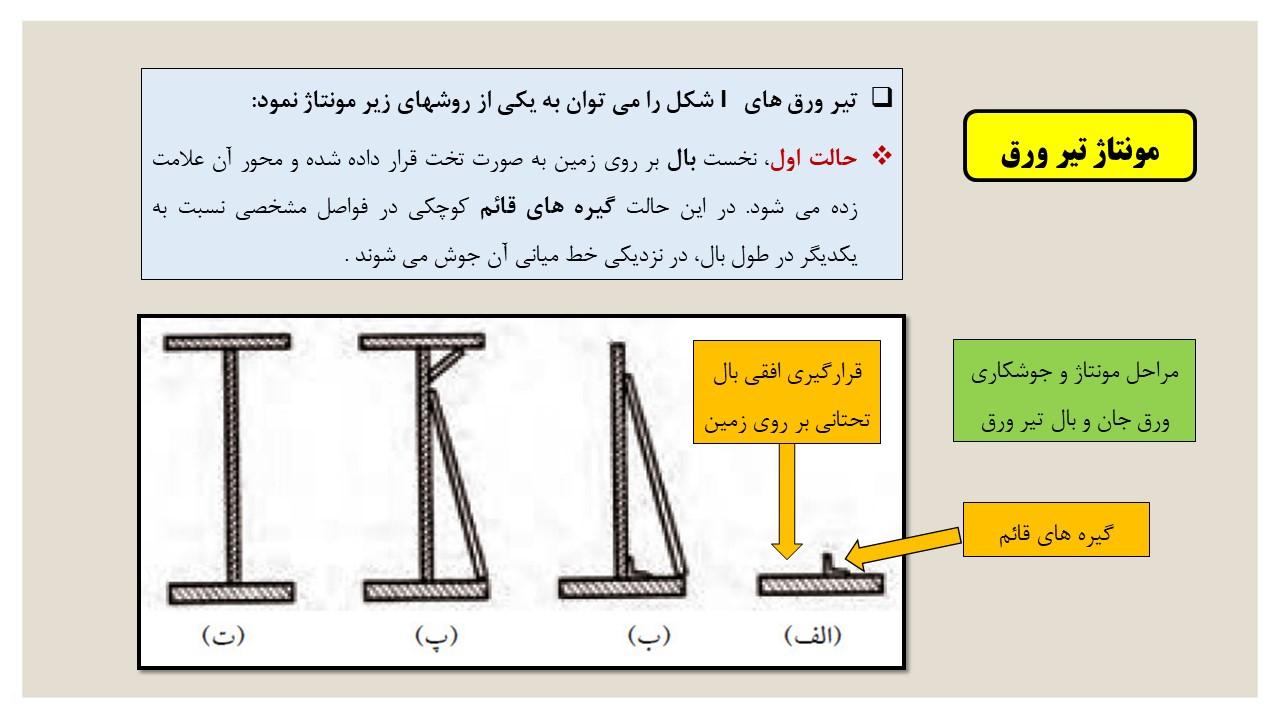
-تیر ورق های I شکل را می توان به یکی از روشهای زیر مونتاژ نمود:
حالت اول : مونتاژ تیرورق در حالت جان قائم
- نخست بال بر روی زمین به صورت تخت قرار داده شده و محور آن علامت زده می شود. در این حالت گیره های قائم کوچکی در فواصل مشخصی نسبت به یکدیگر در طول بال، در نزدیکی خط میانی آن جوش می شوند .
-سپس جان تیرورق به صورت قائم بر روی بال قرار گرفته و به طور موقت با میل مهارهایی که بین جان و بال جوش شده اند، نگه داشته می شود. گیره ها در طول بال، موقعیت جان را در طول خط میانی بال حفظ می کنند.
-حال می توان ورق بال فوقانی را در بالای جان نصب و خال جوش کرد. این روش در مورد تیرهای مستقیم با ارتفاع کم و متوسط به کار می رود.
- حالت دوم : مونتاژ تیر ورق در قالب و در حالت جان افقی
-می توان تیرورق را با خواباندن ورق جان بر روی قالب در موقعیت افقی مونتاژ نمود . در این روش بعد از خواباندن جان بر روی قالب، ورق های بال در موقعیت خودشان قرار گرفته و با وسایلی نظیر گوه ، پیچ ، جک و یا در بعضی شرایط هوای فشرده، به دو لبه جان محکم می شوند. قالب به صورت اتوماتیک، بال را در موقعیت مشخص به صورت قائم نگه می دارد.
-اگر جان لاغر و یا عمیق (با ارتفاع زیاد) باشد، باید احتیاط کرد که فشار زیادی بر روی بال ها وارد نشود، چرا که می تواند باعث کمانه کردن جان به سمت بالا شود .
-از آنجایی که بال ها به صورت قائم بر روی پایه نگه داشته می شوند، زمانی که فشار از روی آن ها برداشته شده و جان به صورت اولیه در می آید، امکان دارد که بال ها بچرخند و دیگر نسبت به هم موازی نباشند.
-تیرهای ماهیچه ای به شکل شکم ماهی ، معمولاً با خواباندن جان به صورت افقی مشابه حالت شرح داده شده مونتاژ می شوند.
- اما در عین حال برخی از این گونه تیرها، که زیاد عمیق نیستند، به صورت کاملاً بالعکس یعنی به روش قرارگیری جان به صورت قائم مونتاژ می شوند. در این روش بال تحتانی، روی قسمت فوقانی قرار داده شده و با کمی فشار و یا حرارت در مقابل لبه منحنی جان محکم می شود.
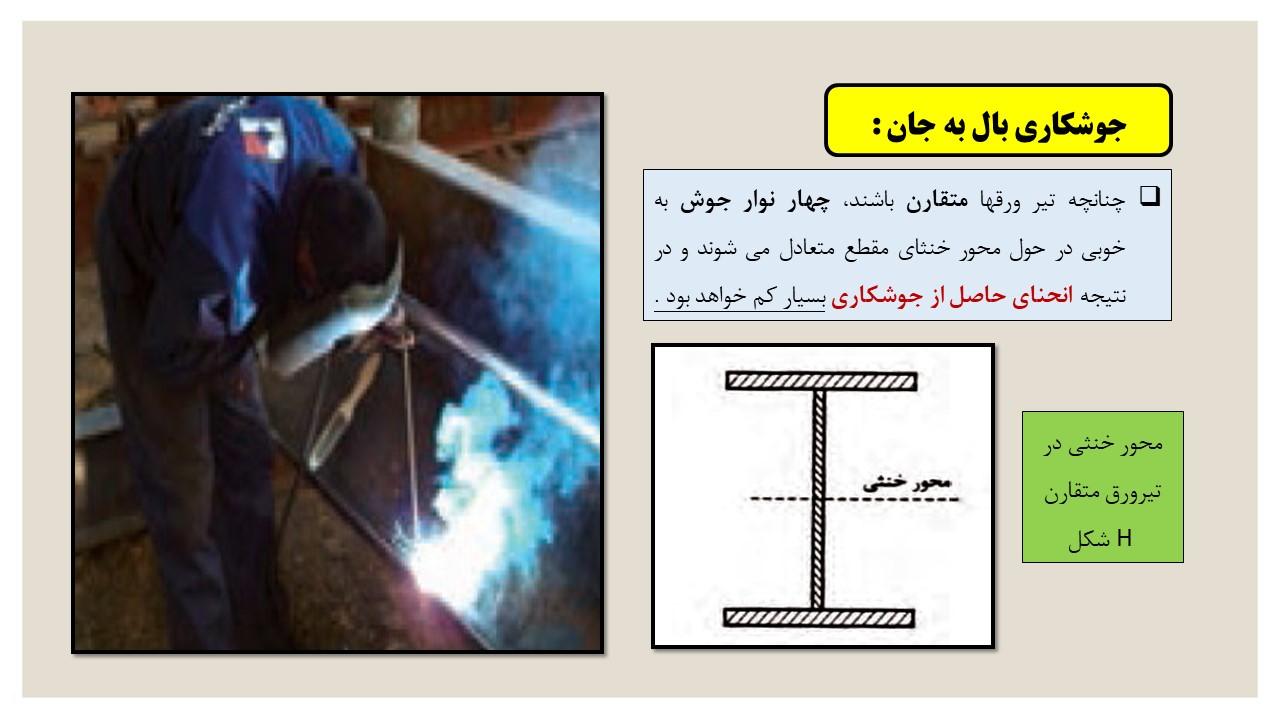
-چنانچه تیر ورقها متقارن باشند، چهار نوار جوش به خوبی در حول محور خنثای مقطع متعادل می شوند و در نتیجه انحنای حاصل از جوشکاری بسیار کم خواهد بود .
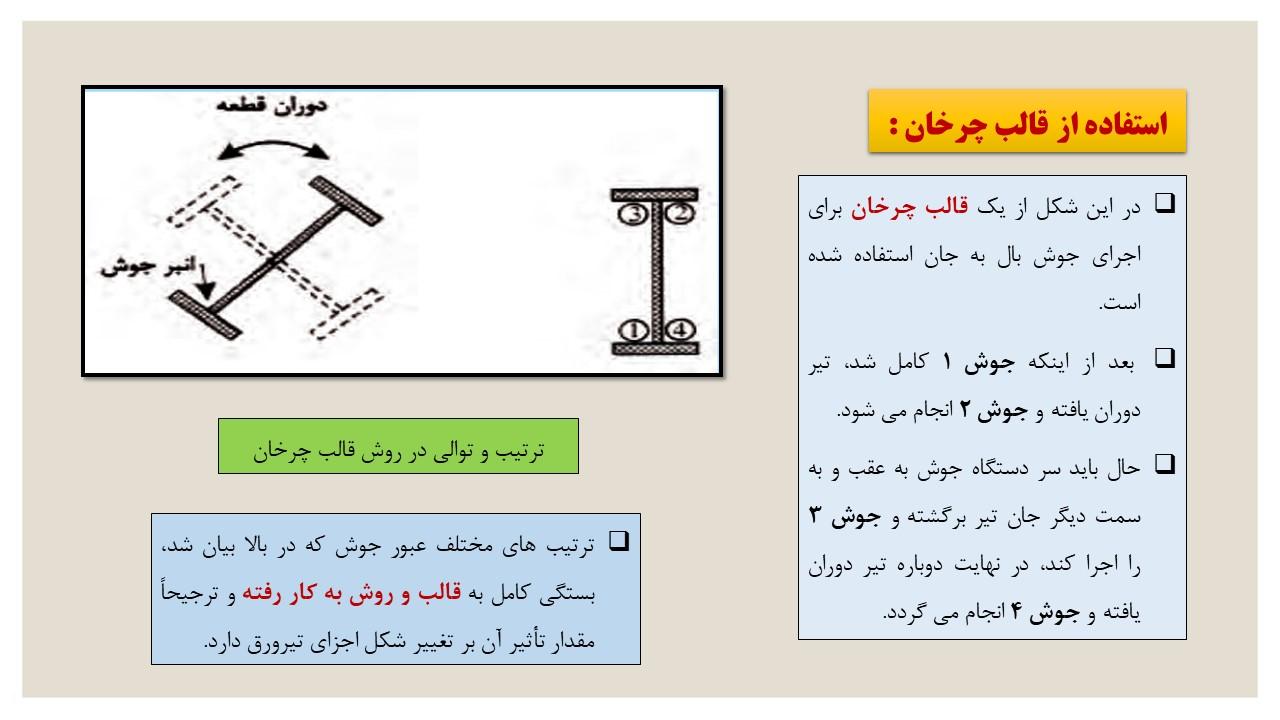
-ترتیب و توالی جوشکاری اتوماتیک جهت انجام چهار نوار جوش، می تواند بدون تأثیر عمده ای در تغییر شکل ، متفاوت باشد. در بیشتر حالات، توالی و ترتیب جوشکاری تابعی از نوع قالب به کار رفته و روش حرکت تیر از یک موقعیت جوشکاری به موقعیت دیگر در کارگاه می باشد.
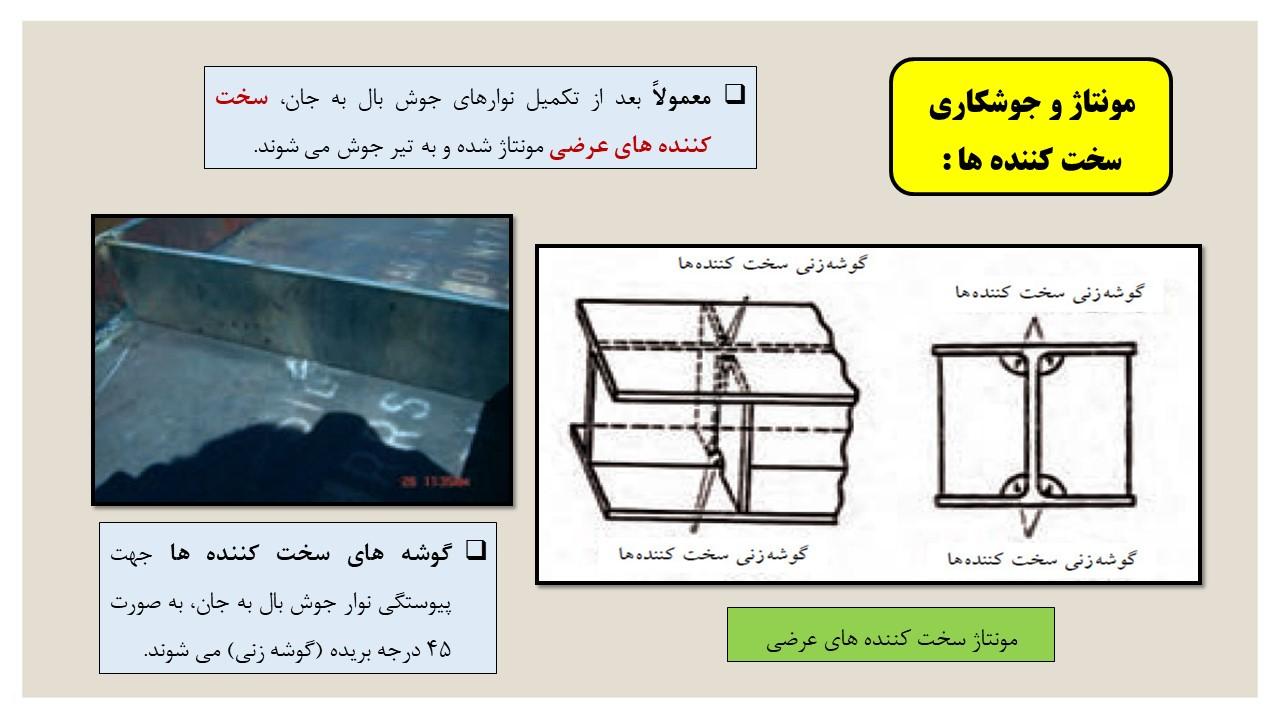
- مونتاژ و جوشکاری سخت کننده ها :
-معمولاً بعد از تکمیل نوارهای جوش بال به جان، سخت کننده های عرضی مونتاژ شده و به تیر جوش می شوند. گوشه های سخت کننده ها جهت پیوستگی نوار جوش بال به جان، به صورت 45 درجه بریده (گوشه زنی) می شوند.
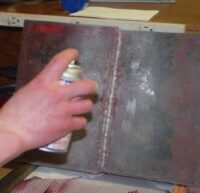
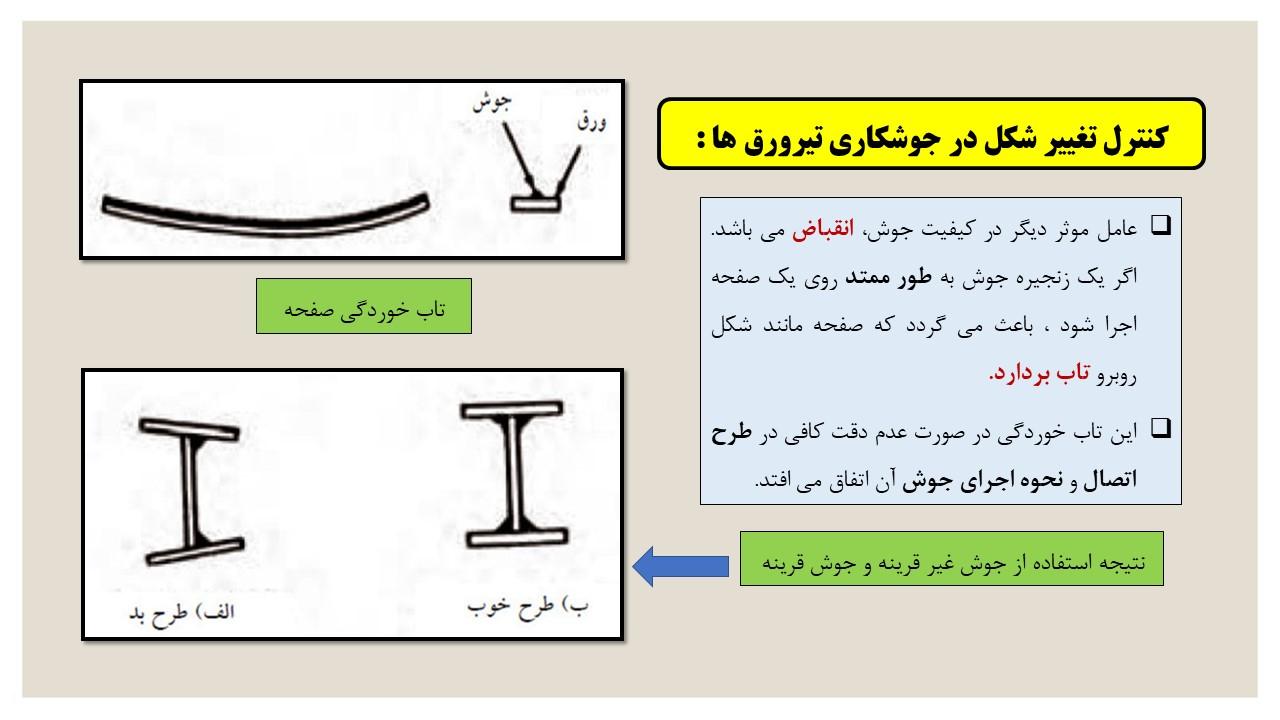
- کنترل تغییر شکل در جوشکاری تیرورق ها :
-عامل موثر دیگر در کیفیت جوش، انقباض می باشد. اگر یک زنجیره جوش به طور ممتد روی یک صفحه اجرا شود ، باعث می گردد که صفحه مانند شکل روبرو تاب بردارد. این تاب خوردگی در صورت عدم دقت کافی در طرح اتصال و نحوه اجرای جوش آن اتفاق می افتد.
برای دیدن لیست کامل مطالب داخل این پاورپوینت قسمت "اطلاعات بیشتر" را ملاحظه نمائید.
توجه : اگر به اطلاعات کامل تر و جامع تری در زمینه تیرورقها نیاز دارید ، پاورپوینت 430 اسلایدی " همه چیز در مورد تیرورقها " را از
اینجا دانلود نمائید .








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}