
پاورپوینت عمران و معماری

بازرسی چشمی VT یکی از رایج ترین آزمایشات و بهترین تعریف برای تستهای غیر مخرب میباشد. روش بازرسی چشمی VT نیازمند وجود روشنایی و نور کافی بر روی سطح قطعه و قدرت دید مناسب فرد بازرس است.
- معرفی روش:
با توجه به اینکه بازرسی چشمی VT بیشترین تأثیر را بر کیفیت قطعات خواهد داشت مستحق توجه خاصی میباشد، زیرا نیازمند آموزشهای زیادی نظیر داشتن اطلاعات در مورد محصول و فرآیندهای تولید آن، پیش بینی شرایط سرویس و بهره برداری قطعه، محدوده پذیرش عیوب و چگونگی ثبت و نگهداری گزارشات بوده و تجهیزات و امکانات مختص خود را نیز داراست

- تجهیزات مورد نیاز:
تجهیزات مورد نیاز در بازرسی چشمی VT به روش مستقیم اغلب ساده میباشند. این تجهیزات شامل انواع گیج های جوش، متر، کولیس، میکرومتر، خط کش، چراغ قوه، ذره بین و … میباشد.

- گیج های بازرسی :
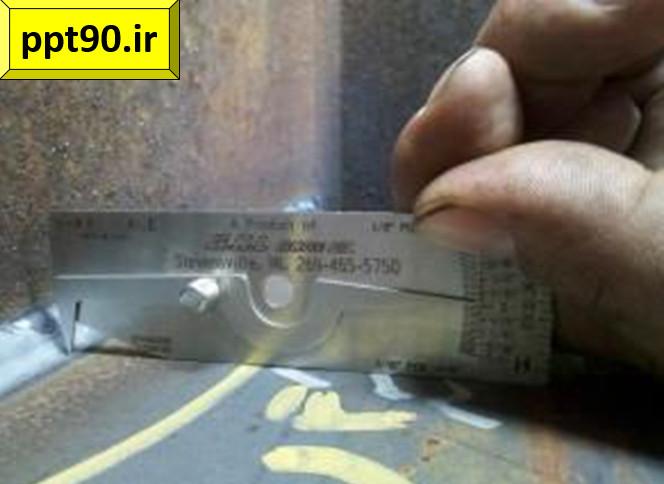
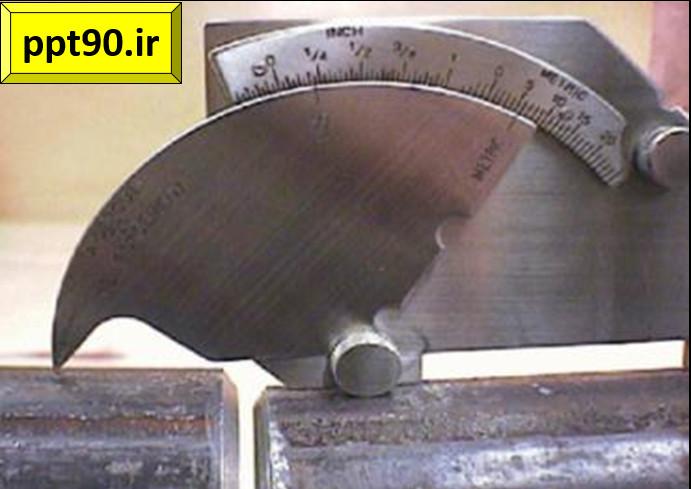
- کنترل ابعادی جوش:

- تست رنگ:

- در بازرسی چشمی باید به 3 جنبه کلی توجه شود :
اندازه های جوش مخصوصا در جوش های گوشه ای و گرده ای که بایستی مطابق نقشه و استانداردها باشد.
میزان و مقدار نفوذ در اتصالاتی که جوشکاری میشوند.
معایب سطحی که در روی سطح جوش یا قطعه بوجود می آیند.

- برخی از معایبی که در بازرسی چشمی قابل تشخیص می باشند:
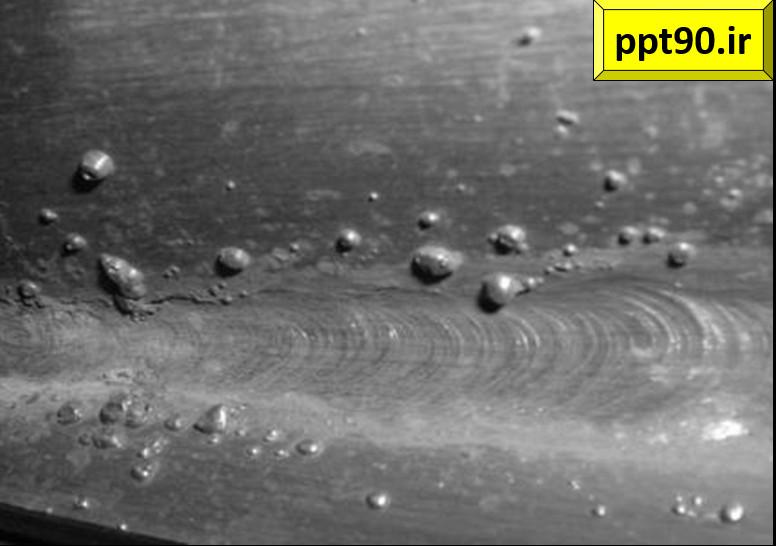
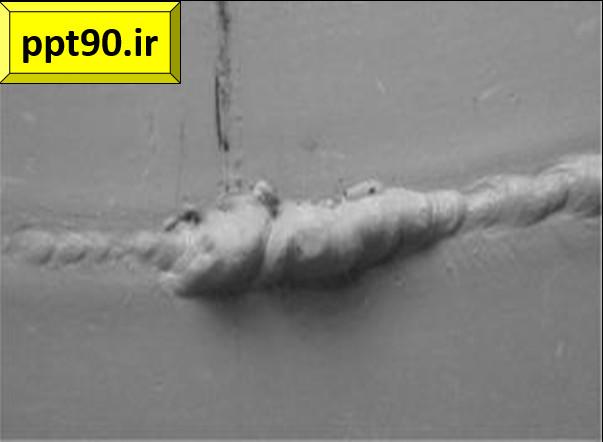
Welding Defect Spatter
(پاشش جوش ) :
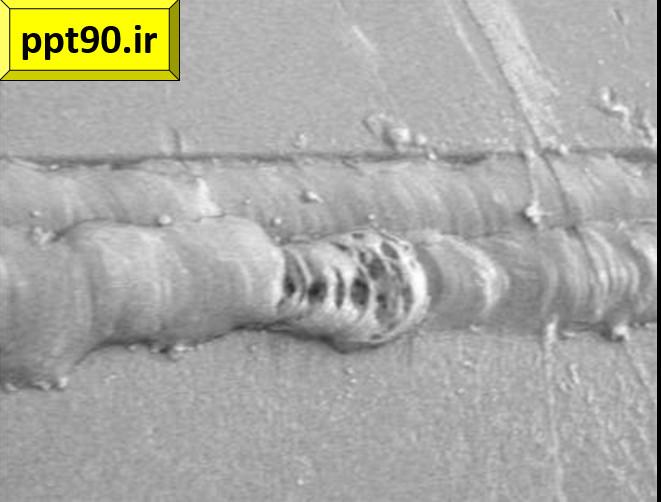
Welding Defect
Porosity
(تخلخل) :
Welding Defect
Excess root penetration
( نفوذ بیش از اندازه جوش ):
Welding Defect
Root concavity
( تقعر ریشه جوش ):

Welding Defect
Cap Undercut
( سوختگی کنار جوش ):

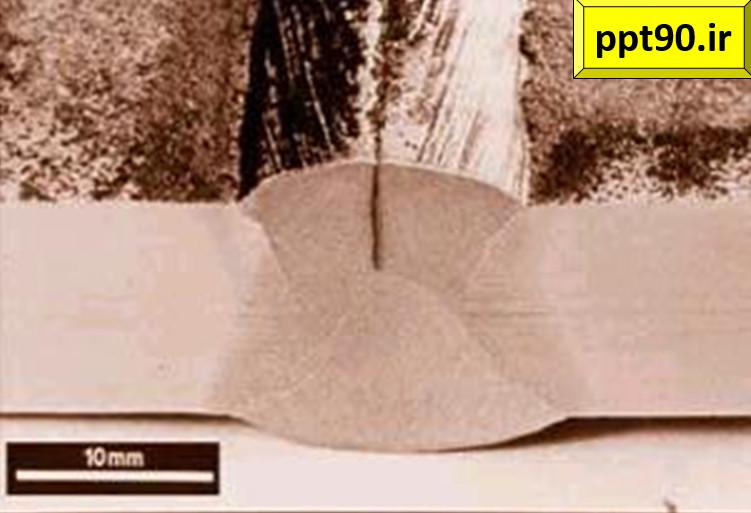
Welding Defect
Crack
( ترک ):
Welding Defect
Arc Strike
(برخورد الکترود با قطعه ):

مطالب مرتبط:
جهت کسب اطلاعات بیشتر لطفا به لینک های زیر مراجعه نمایید.
پاورپوینت جوش در سازه های فلزی
پاورپوینت انواع عیوب جوش و بازرسی جوش




